По своей сути, индукционная пайка использует точно контролируемое магнитное поле для нагрева соединения, расплавляя присадочный металл, который течет между двумя плотно подогнанными деталями. Этот процесс происходит без плавления самих основных материалов, создавая прочную, чистую и постоянную металлургическую связь после охлаждения узла. Скорость и точность индукционного нагрева делают его высокоповторяемым и эффективным методом для промышленного производства.
Основное преимущество индукционной пайки заключается не только в том, что она соединяет металлы, но и в том, что она обеспечивает нагрев с хирургической точностью. Этот локализованный, быстрый нагрев идеален для крупносерийного производства и защиты компонентов, чувствительных к нагреву, что резко контрастирует с более медленным нагревом всей детали в печи.

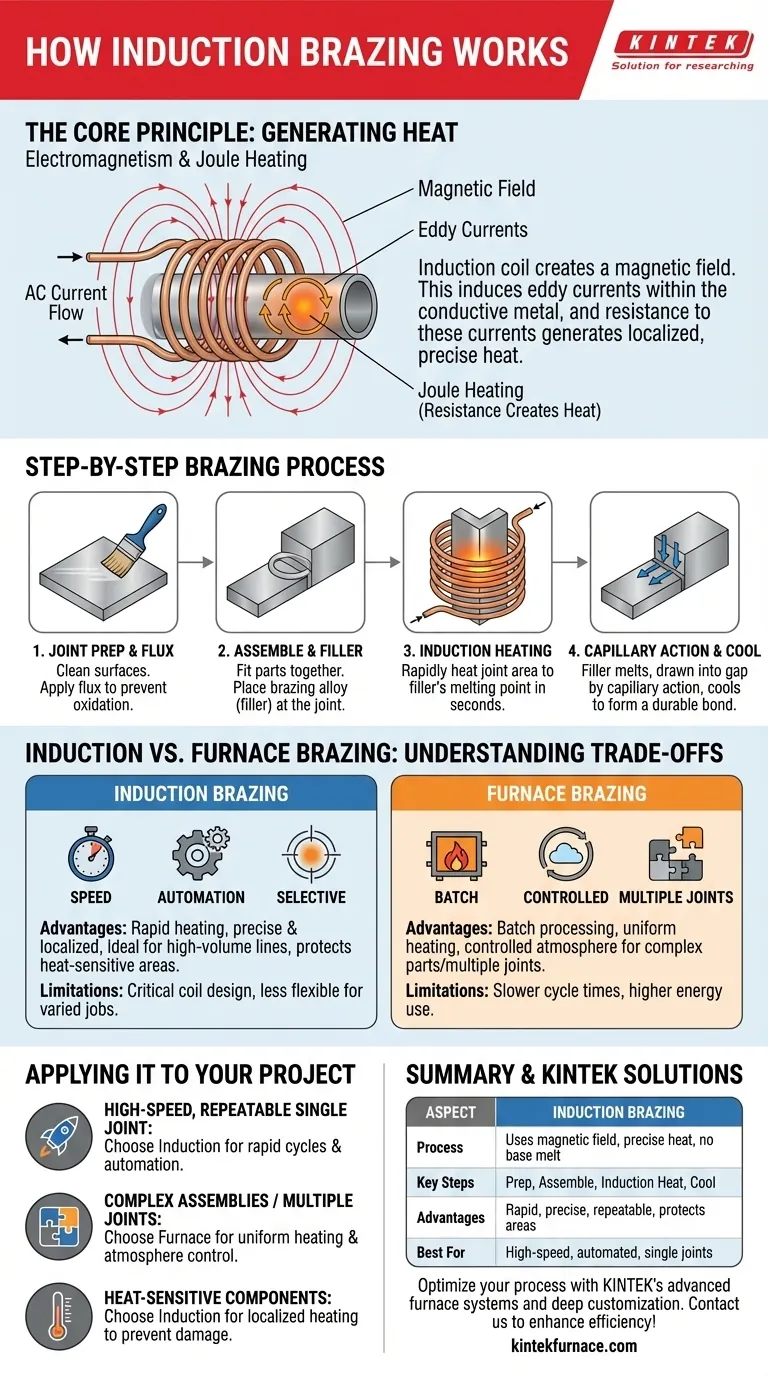
Основной принцип: как индукция генерирует тепло
Чтобы понять индукционную пайку, сначала нужно понять, как она генерирует тепло. Этот процесс бесконтактный и основан на фундаментальных принципах электромагнетизма.
Роль индукционной катушки
Индукционная катушка, обычно изготовленная из медной трубки, является сердцем системы. Когда высокочастотный переменный ток (AC) протекает через эту катушку, он генерирует вокруг нее концентрированное и быстро меняющееся магнитное поле.
Генерация вихревых токов
Когда проводящий материал, такой как свариваемые металлические детали, помещается в это магнитное поле, поле индуцирует в металле циркулирующие электрические токи. Они известны как вихревые токи.
Сопротивление создает тепло
Металлические детали обладают естественным сопротивлением потоку этих вихревых токов. Это сопротивление создает интенсивное локализованное тепло непосредственно внутри самой детали — явление, известное как джоулево тепло. Тепло генерируется именно там, где магнитное поле самое сильное, что позволяет невероятно точно контролировать температуру.
Пошаговый процесс пайки
Практическое применение индукционного нагрева для пайки следует четкой, повторяемой последовательности.
Шаг 1: Подготовка соединения и нанесение флюса
Поверхности соединения должны быть чистыми для обеспечения прочной связи. Флюс часто наносят на область соединения для предотвращения окисления во время нагрева и для обеспечения плавного течения расплавленного присадочного металла.
Шаг 2: Сборка и нанесение присадочного металла
Детали подгоняются друг к другу, а паяльный сплав (присадочный металл) помещается в соединение. Этот сплав часто предварительно формируется в кольцо, шайбу или пасту для легкого и повторяемого размещения в производственных условиях.
Шаг 3: Индукционный нагрев
Узел позиционируется внутри индукционной катушки, и включается источник питания. Область соединения быстро нагревается, обычно в течение нескольких секунд, до температуры плавления паяльного сплава.
Шаг 4: Капиллярное действие и охлаждение
Когда присадочный металл плавится, капиллярное действие затягивает жидкий сплав в небольшой зазор между двумя основными деталями, полностью заполняя соединение. Затем питание отключается, и по мере охлаждения узла присадочный металл затвердевает, создавая прочное, готовое соединение.
Понимание компромиссов: индукционная против печной пайки
Индукция — не единственный метод пайки. Ее основной альтернативой является печная пайка, и знание различий имеет решающее значение для правильного инженерного выбора.
Преимущество индукции: скорость и селективность
Основное преимущество индукции — скорость. Она может нагреть определенное соединение до температуры пайки за секунды, что делает ее идеальной для крупносерийных автоматизированных производственных линий. Поскольку она нагревает только соединение, она защищает остальную часть компонента от термических напряжений или повреждений.
Преимущество печи: пакетная обработка и контроль атмосферы
Печная пайка включает в себя помещение целых узлов внутрь печи и медленный их нагрев в контролируемой атмосфере (например, вакуум или инертный газ, такой как аргон). Это предотвращает окисление по всей детали и идеально подходит для сложных геометрических форм или одновременной пайки нескольких соединений на одной детали.
Ограничение индукции: конструкция катушки имеет решающее значение
Эффективность индукционной пайки полностью зависит от конструкции индукционной катушки. Катушка должна быть тщательно сформирована в соответствии с геометрией соединения для обеспечения равномерного нагрева. Это требование добавляет первоначальные инженерные затраты и делает процесс менее гибким для разовых или разнообразных работ.
Ограничение печи: более длительное время цикла и большее энергопотребление
Нагрев всей печи и ее содержимого — медленный процесс с длительным временем цикла для нагрева и охлаждения. Это делает его менее подходящим для модели производства «потока одной детали» и, как правило, потребляет больше энергии на деталь по сравнению с сфокусированным нагревом индукции.
Как применить это к вашему проекту
Ваш выбор между индукционным и другими методами полностью зависит от ваших производственных целей, геометрии детали и свойств материала.
- Если ваше основное внимание уделяется высокоскоростному, повторяемому производству одного соединения: Индукционная пайка — лучший выбор благодаря быстрому циклу нагрева и пригодности для автоматизации.
- Если ваше основное внимание уделяется пайке сложных узлов или нескольких соединений одновременно: Печная пайка обеспечивает равномерный нагрев и защитную атмосферу, необходимые для этих сложных применений.
- Если вы работаете с компонентами, чувствительными к нагреву, вблизи соединения: Локализованный нагрев индукции необходим для предотвращения термического повреждения окружающего материала.
В конечном счете, понимание фундаментального различия между локализованным индукционным нагревом и целостным печным нагревом является ключом к выбору наиболее эффективного и экономичного процесса для вашего применения.
Сводная таблица:
| Аспект | Подробности |
|---|---|
| Процесс | Использует магнитное поле для нагрева соединения, расплавляя присадочный металл без плавления основных материалов |
| Ключевые шаги | 1. Подготовка соединения и нанесение флюса |
- Сборка и размещение присадочного металла
- Индукционный нагрев
- Капиллярное действие и охлаждение | | Преимущества | Быстрый нагрев, точный контроль температуры, высокая повторяемость, защита областей, чувствительных к нагреву | | Ограничения | Зависит от конструкции катушки, меньшая гибкость для разнообразных работ | | Лучше всего подходит для | Высокоскоростное производство, автоматизированные линии, одиночные соединения | | Альтернатива | Печная пайка для пакетной обработки и сложных геометрических форм |
Оптимизируйте свой процесс пайки с помощью передовых решений KINTEK! Используя исключительные исследования и разработки и собственное производство, мы предоставляем различные лаборатории системами высокотемпературных печей, такими как муфельные, трубчатые, роторные, вакуумные и атмосферные печи, а также системы CVD/PECVD. Наша сильная способность к глубокой кастомизации гарантирует, что мы точно удовлетворяем ваши уникальные экспериментальные потребности, будь то индукционная пайка или другие термические применения. Свяжитесь с нами сегодня, чтобы обсудить, как мы можем повысить эффективность вашего производства и достичь превосходных результатов!
Визуальное руководство
Связанные товары
- Вакуумная индукционная плавильная печь и дуговая плавильная печь
- Печь для спекания и пайки с вакуумной термообработкой
- 600T вакуумный индукционный горячий пресс вакуумная термообработка и спекание печь
Люди также спрашивают
- Какова критическая роль печи вакуумно-индукционной плавки в подготовке сплавов FeAl? Достижение сверхчистых сплавов
- Какова роль печи вакуумно-индукционной плавки в подготовке Fe3Al/Cr3C2? Чистота и точность для наплавки
- Почему для сплавов Cu-Zn-Al-Sn используется печь вакуумного индукционного плавления (VIM)? Достижение точного контроля состава
- Каковы преимущества использования печи VIM для контроля остаточного давления кислорода? Достижение превосходной однородности металла
- Каковы преимущества использования печи вакуумного индукционного плавления для сплавов Cr-Si? Превосходная однородность и чистота


