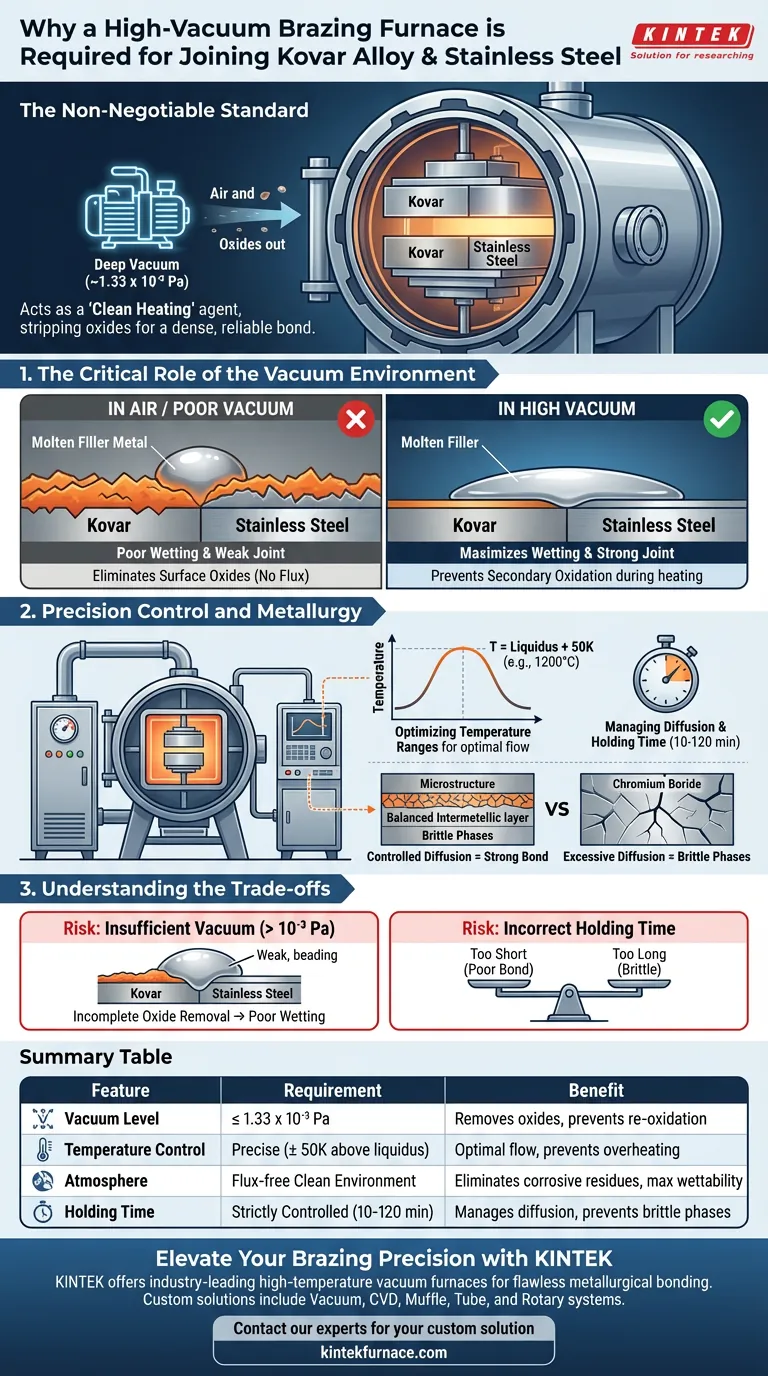
Высоковакуумная паяльная печь является обязательным стандартом для соединения сплава ковар и нержавеющей стали, поскольку она создает специфические условия окружающей среды, необходимые для удаления поверхностных оксидов. Поддерживая глубокий вакуум — обычно около $1,33 \times 10^{-3} \text{ Па}$ — печь предотвращает повторное окисление основных металлов и припоя во время процесса нагрева, гарантируя, что жидкий припой сможет должным образом смачивать поверхность и создавать структурную связь.
Основная функция высоковакуумной среды заключается в том, чтобы действовать как «чистящий нагревательный» агент, эффективно удаляя существующие оксидные пленки и защищая материалы от вторичного окисления для обеспечения плотного, надежного металлургического соединения.
Критическая роль вакуумной среды
Удаление поверхностных оксидов
Как ковар, так и нержавеющая сталь естественным образом образуют на своих поверхностях оксидные пленки. Эти пленки действуют как физический барьер, препятствующий связыванию припоев с подложкой.
Высоковакуумная печь эффективно удаляет эти оксидные пленки без необходимости использования агрессивных химических флюсов. Это гарантирует, что основной металл химически активен и готов к соединению.
Предотвращение вторичного окисления
Металлы становятся очень реакционноспособными при повышении температуры. При нагреве на воздухе или в условиях плохого вакуума основные металлы и припой быстро окислялись бы, что привело бы к порче соединения.
Вакуумная среда предотвращает это «вторичное окисление». Она поддерживает чистую атмосферу на протяжении всего цикла нагрева, защищая целостность материалов.
Максимизация смачиваемости и растекаемости
Для прочного соединения расплавленный припой должен плавно растекаться по основному металлу, что называется смачиваемостью.
Оксиды являются главным врагом смачиваемости. Обеспечивая поверхность без оксидов, высоковакуумная среда позволяет припою равномерно растекаться и полностью проникать в зазор соединения.
Точность контроля и металлургия
Оптимизация температурных диапазонов
Помимо чистоты, эти печи обеспечивают точное термическое регулирование. Высококачественные соединения обычно требуют обработки при определенных температурах, часто примерно на 50 К выше температуры ликвидуса припоя (например, $1200^\circ\text{C}$).
Эта точность обеспечивает оптимальное растекание припоя без перегрева чувствительных основных материалов.
Управление диффузией и хрупкими фазами
Прочность соединения ковар-нержавеющая сталь определяется тем, как элементы диффундируют между металлами. Однако чрезмерная диффузия может привести к образованию хрупких промежуточных фаз, таких как карбиды бора хрома.
Высоковакуумные печи обеспечивают точный контроль «времени выдержки» (например, 10, 30 или 120 минут). Это позволяет инженерам точно настраивать процесс, обеспечивая достаточную диффузию для прочного соединения, ограничивая при этом рост хрупких структур, которые могут вызвать растрескивание.
Понимание компромиссов
Риск недостаточного вакуума
Если уровень вакуума недостаточно низок (например, слабее $10^{-6} \text{ мбар}$ или $1,33 \times 10^{-3} \text{ Па}$), удаление оксидов будет неполным.
Это приводит к плохой смачиваемости, когда припой собирается в капли, а не растекается, что приводит к слабому или прерывистому соединению.
Баланс времени и хрупкости
Существует тонкий баланс в отношении времени выдержки при максимальной температуре. Короткое время может не обеспечить достаточного растекания или соединения припоя.
Однако чрезмерное увеличение времени выдержки способствует росту хрупких интерметаллических соединений. Это снижает механическую целостность соединения, делая его подверженным разрушению под нагрузкой.
Сделайте правильный выбор для вашей цели
Чтобы обеспечить успех вашего проекта пайки, согласуйте параметры процесса с вашими конкретными механическими требованиями:
- Если ваш основной акцент делается на смачиваемости и покрытии: Приоритезируйте достижение и поддержание максимально глубокого уровня вакуума для гарантии полного удаления оксидов.
- Если ваш основной акцент делается на механической прочности: Строго контролируйте время выдержки, чтобы ограничить образование хрупких фаз карбида бора хрома на границе раздела соединения.
- Если ваш основной акцент делается на повторяемости процесса: Используйте точные температурные регуляторы для поддержания процесса ровно на 50 К выше температуры ликвидуса припоя.
Успех в вакуумной пайке заключается в том, чтобы рассматривать вакуум не просто как пустое пространство, а как активный инструмент для подготовки поверхности и химического контроля.
Сводная таблица:
| Характеристика | Требование к высоковакуумной пайке | Преимущество для ковара/нержавеющей стали |
|---|---|---|
| Уровень вакуума | $\leq 1,33 \times 10^{-3}$ Па | Удаляет поверхностные оксиды и предотвращает вторичное окисление |
| Контроль температуры | Точный ($\pm$ 50 К выше ликвидуса) | Обеспечивает оптимальное растекание припоя без перегрева основных металлов |
| Атмосфера | Чистая среда без флюса | Устраняет коррозионные остатки и максимизирует смачиваемость |
| Время выдержки | Строго контролируемое (10-120 мин) | Управляет диффузией элементов для предотвращения образования хрупких фаз |
Повысьте точность пайки с KINTEK
Не позволяйте окислению поставить под угрозу целостность ваших критически важных соединений ковара и нержавеющей стали. KINTEK поставляет ведущие в отрасли высокотемпературные вакуумные печи, разработанные для обеспечения глубокого вакуума и термической точности, необходимых для безупречного металлургического соединения.
При поддержке экспертных исследований и разработок и производства KINTEK предлагает вакуумные, CVD, муфельные, трубчатые и роторные системы, все полностью настраиваемые для удовлетворения ваших уникальных лабораторных или производственных спецификаций. Обеспечьте максимальную прочность соединения и повторяемые результаты с нашими специализированными решениями для нагрева.
Готовы оптимизировать процесс пайки? Свяжитесь с нашими экспертами сегодня, чтобы найти индивидуальное решение.
Визуальное руководство
Ссылки
- The Influence of the Size of the Brazing Gap on the Structure and Strength of Kovar Joints with Stainless Steel. DOI: 10.15407/mfint.47.03.0271
Эта статья также основана на технической информации из Kintek Furnace База знаний .
Связанные товары
- Печь для спекания и пайки с вакуумной термообработкой
- Лабораторная вакуумная трубчатая печь высокого давления Кварцевая трубчатая печь
- 2200 ℃ Вакуумная печь для термообработки и спекания вольфрама
- 9MPa воздушного давления вакуумной термообработки и спекания печь
- 2200 ℃ Графитовая вакуумная печь для термообработки
Люди также спрашивают
- Каково одно из важнейших применений вакуумных печей для термообработки в аэрокосмической отрасли? Достижение превосходной прочности алюминиевых сплавов для авиации
- Какова роль высокоточных печей в термообработке Inconel 718? Мастер микроструктурной инженерии
- Какова функция промышленных вакуумных печей для термообработки? Повышение качества 3D-печатной мартенситностареющей стали
- Как вакуумная термообработка влияет на зернистую структуру металлических сплавов? Достижение точного контроля микроструктуры
- Каковы преимущества использования вакуумной печи для термической обработки? Достижение превосходного качества материалов и контроля



















