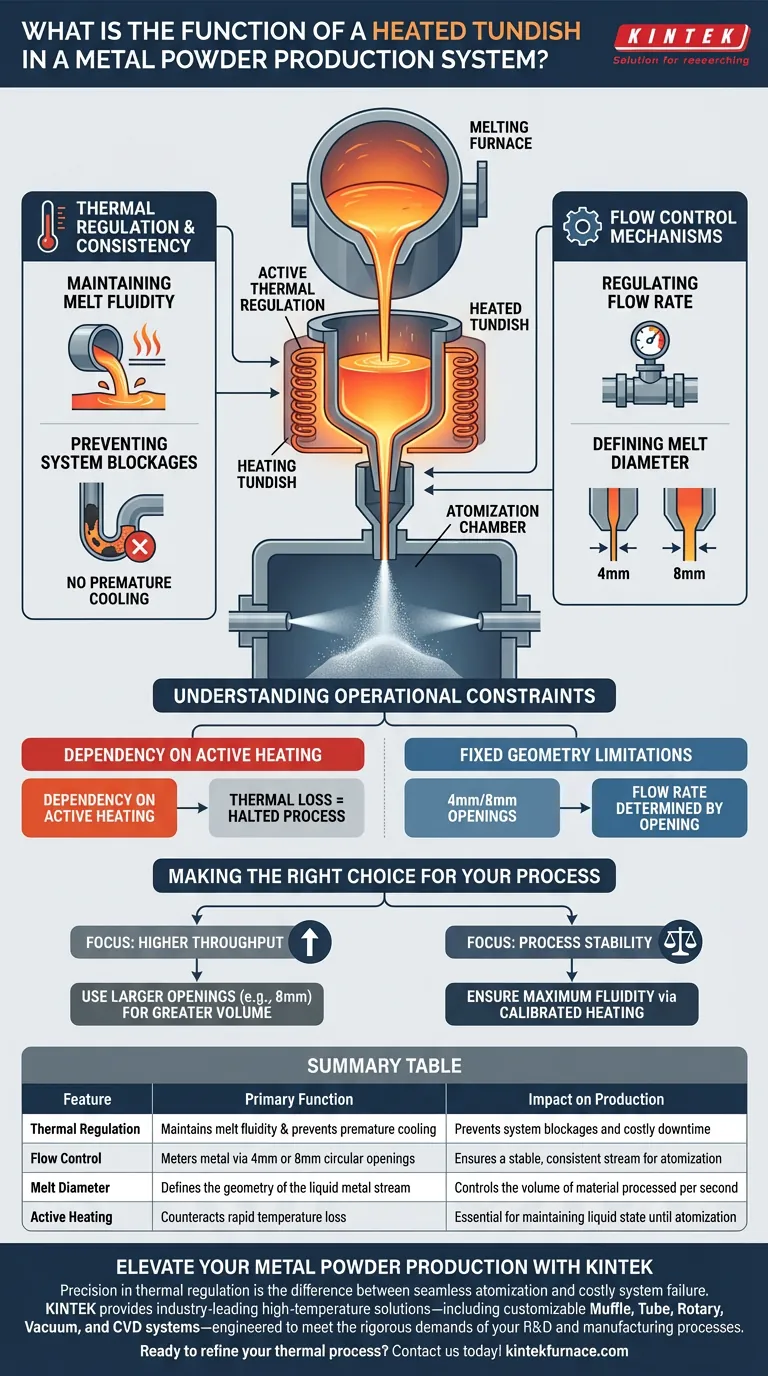
В системе производства металлических порошков нагреваемый промежуточный ковш служит специализированным распределительным сосудом, расположенным непосредственно над камерой распыления. Он действует как временный резервуар, который строго контролирует как температуру, так и скорость потока расплавленного металла при его поступлении в зону обработки.
Нагретый промежуточный ковш функционирует как критический регулятор, заполняя пробел между объемным плавлением и распылением. Активно поддерживая тепловую энергию, он гарантирует, что металл остается достаточно текучим, чтобы стабильно проходить через точные отверстия, предотвращая засорение системы, возникающее при преждевременном охлаждении.

Термическое регулирование и стабильность
Поддержание текучести расплава
Основная проблема при перемещении расплавленного металла — быстрая потеря температуры, приводящая к затвердеванию. Нагревательный элемент промежуточного ковша противодействует этому, поддерживая металл при определенной, постоянной температуре. Это гарантирует, что материал сохраняет необходимую текучесть для беспрепятственного перемещения по системе.
Предотвращение засорения системы
Если расплавленный металл остывает до поступления в зону распыления, он может затвердеть и засорить оборудование. Нагретый промежуточный ковш служит защитой от этой проблемы. Предотвращая преждевременное охлаждение, он гарантирует, что металл остается жидким до прохождения через сопло, избегая дорогостоящих простоев производства.
Механизмы контроля потока
Регулирование скорости потока
Помимо температуры, промежуточный ковш отвечает за скорость поступления металла в камеру распыления. Он использует точные круглые отверстия на дне сосуда для дозирования жидкости. Этот механический контроль необходим для создания стабильного потока материала.
Определение диаметра расплава
Физическая геометрия выходного отверстия промежуточного ковша определяет начальные характеристики потока металла. Система обычно использует отверстия определенного размера, например, диаметром 4 мм или 8 мм. Эти размеры напрямую влияют на объем металла, подвергающийся процессу распыления в любой момент времени.
Понимание эксплуатационных ограничений
Зависимость от активного нагрева
Эффективность системы полностью зависит от нагревательной способности промежуточного ковша. Если функция нагрева выходит из строя или колеблется, текучесть расплава немедленно нарушается. Это создает единую точку отказа, где тепловые потери приводят к остановке процесса.
Ограничения фиксированной геометрии
Скорость потока определяется фиксированным диаметром отверстия (например, 4 мм или 8 мм). Это означает, что изменение характеристик потока часто требует физического изменения конфигурации промежуточного ковша. Вы не можете кардинально изменить объем материала, не меняя размер отверстия.
Сделайте правильный выбор для вашего процесса
При настройке параметров промежуточного ковша вы должны сбалансировать потребность в объеме с потребностью в контроле потока.
- Если ваш основной приоритет — более высокая производительность: конструктивные решения с большими отверстиями, такими как 8 мм, позволяют быстрее обрабатывать больший объем материала.
- Если ваш основной приоритет — стабильность процесса: убедитесь, что нагревательные элементы откалиброваны для поддержания максимальной текучести, поскольку это является основной защитой от засорения независимо от размера сопла.
Нагретый промежуточный ковш — это не просто контейнер; это термический и механический страж процесса распыления.
Сводная таблица:
| Функция | Основная функция | Влияние на производство |
|---|---|---|
| Термическое регулирование | Поддерживает текучесть расплава и предотвращает преждевременное охлаждение | Предотвращает засорение системы и дорогостоящие простои |
| Контроль потока | Дозирует металл через круглые отверстия диаметром 4 мм или 8 мм | Обеспечивает стабильный, равномерный поток для распыления |
| Диаметр расплава | Определяет геометрию потока жидкого металла | Контролирует объем обрабатываемого материала в секунду |
| Активный нагрев | Противодействует быстрой потере температуры | Необходим для поддержания жидкого состояния до распыления |
Улучшите производство металлических порошков с KINTEK
Точность термического регулирования — это разница между бесперебойным распылением и дорогостоящим отказом системы. KINTEK предлагает ведущие в отрасли высокотемпературные решения, включая настраиваемые муфельные, трубчатые, роторные, вакуумные и CVD системы, разработанные для удовлетворения строгих требований ваших научно-исследовательских и производственных процессов.
Независимо от того, нужно ли вам оптимизировать текучесть расплава или требуется индивидуальная конфигурация печи, наша команда экспертов готова обеспечить надежность, которую заслуживает ваша лаборатория.
Готовы усовершенствовать свой термический процесс? Свяжитесь с нами сегодня, чтобы обсудить ваши уникальные потребности!
Визуальное руководство
Ссылки
- С. М. Фролов, T. V. Dudareva. Metal Powder Production by Atomization of Free-Falling Melt Streams Using Pulsed Gaseous Shock and Detonation Waves. DOI: 10.3390/jmmp9010020
Эта статья также основана на технической информации из Kintek Furnace База знаний .
Связанные товары
- 2200 ℃ Вакуумная печь для термообработки и спекания вольфрама
- Небольшая вакуумная печь для термообработки и спекания вольфрамовой проволоки
- Вакуумная печь горячего прессования машина нагретая вакуумная печь трубки прессования
- Вакуумный горячий пресс печь машина нагретый вакуумный пресс
- Лабораторная кварцевая трубчатая печь RTP Heating Tubular Furnace
Люди также спрашивают
- Каковы области применения высокотемпературных вакуумных печей для спекания? Незаменимы для аэрокосмической, электронной и медицинской промышленности
- Как вакуумная термообработка влияет на зернистую структуру металлических сплавов? Достижение точного контроля микроструктуры
- Какую роль играет высокотемпературная вакуумная печь спекания в уплотнении сплавов WC-10(Ni, Ni/Co)?
- Каковы преимущества использования вакуумных печей для термообработки металлических сплавов? Достижение превосходных свойств и характеристик металла
- Какую роль играет высокотемпературная вакуумная печь для термообработки в постобработке TBC? Улучшение адгезии покрытия






