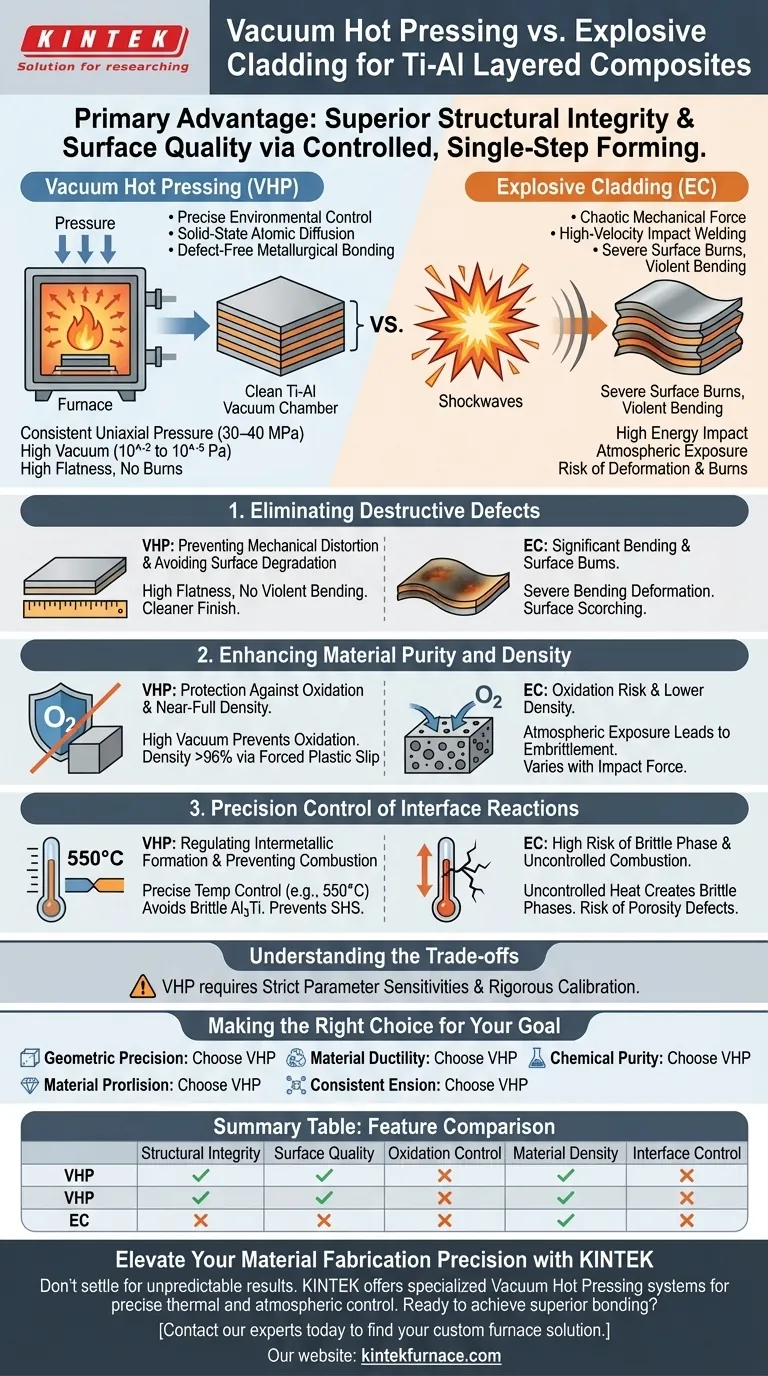
Основным преимуществом использования печи вакуумного горячего прессования для слоистых композитов Ti-Al является возможность достижения превосходной структурной целостности и качества поверхности посредством контролируемого одноэтапного процесса формования. В отличие от взрывного плакирования, которое использует высокоскоростное ударное воздействие, вакуумное горячее прессование позволяет избежать сильных поверхностных ожогов и бурных деформаций изгиба, обеспечивая конечный продукт с высокой плоскостностью и равномерным межфазным соединением.
Ключевой вывод: Вакуумное горячее прессование заменяет хаотическую механическую силу взрывного плакирования точным контролем окружающей среды, обеспечивая безупречное металлургическое соединение за счет диффузии атомов в твердом состоянии, а не ударной сварки.

Устранение разрушительных дефектов
Этот раздел посвящен физическому качеству композита, уделяя особое внимание уменьшению макроскопических дефектов, присущих взрывным методам.
Предотвращение механических искажений
Взрывное плакирование основано на ударных волнах, которые могут вызвать значительную деформацию металлических слоев. Вакуумное горячее прессование применяет постоянное одноосное механическое давление (например, 30–40 МПа). Это гарантирует, что конечный ламинат сохранит высокую плоскостность без бурных изгибов, связанных с взрывной обработкой.
Избежание деградации поверхности
Высокая энергия взрывного плакирования может обжечь или повредить поверхность материала. Горячее прессование происходит в контролируемой термической среде, исключая риск поверхностных ожогов. Это приводит к более чистому покрытию, которое требует меньшей последующей механической обработки или коррекции.
Повышение чистоты и плотности материала
Хотя взрывное плакирование мгновенно соединяет материалы, ему не хватает контроля окружающей среды, необходимого для реактивных металлов, таких как титан.
Защита от окисления
Порошок и фольга титана чрезвычайно чувствительны к кислороду, который вызывает охрупчивание. Высокий вакуум (например, от 10⁻² до 10⁻⁵ Па) предотвращает окисление во время фазы нагрева. Это гарантирует, что механические свойства титана останутся неизменными из-за загрязнения кислородом.
Достижение почти полной плотности
Стандартное спекание часто оставляет поры, что приводит к более низкой плотности (около 71%). Комбинация тепла и принудительного пластического скольжения за счет механического давления исключает внутренние поры и зазоры. Это позволяет композиту приблизиться к полностью плотному состоянию (часто более 96%) с плотным микроскопическим контактом между слоями.
Точный контроль межфазных реакций
Наиболее важным преимуществом печи является возможность точной настройки химического взаимодействия между слоями, которое трудно контролировать при взрывном плакировании.
Регулирование образования интерметаллидов
Связь между титаном и алюминием сильно зависит от температуры; чрезмерный нагрев создает хрупкие фазы. Точный контроль печи позволяет удерживать температуру в оптимальных точках соединения (например, 550°C), избегая более высоких порогов (например, 600°C), где образуются хрупкие соединения Al₃Ti. Это предотвращает растрескивание и снижение пластичности, часто наблюдаемые при неконтролируемых температурах реакции.
Предотвращение неконтролируемого горения
Определенные температурные окна определяют механизм реакции. Контролируемая полутвердая реакция дает плотную структуру, тогда как небольшое превышение может вызвать самораспространяющийся высокотемпературный синтез (SHS). Способность печи «заблокировать» окно реакции предотвращает эти реакции горения, которые в противном случае привели бы к значительным дефектам пористости.
Понимание компромиссов
Хотя вакуумное горячее прессование обеспечивает превосходное качество, оно вносит строгие требования к процессу, которыми необходимо управлять.
Чувствительность к отклонениям параметров
В отличие от «силовой» природы взрывного плакирования, горячее прессование научно деликатно. Как отмечалось, отклонение температуры всего на 45°C (например, с 665°C до 710°C) может привести к переходу процесса от успешного соединения к реакции горения, изобилующей дефектами. Операторы должны поддерживать строгую калибровку оборудования, чтобы избежать деградации производительности материала, вызванной превышением температуры.
Сделайте правильный выбор для достижения своей цели
Вакуумное горячее прессование является лучшим выбором, когда производительность материала и геометрическая точность являются обязательными.
- Если ваш основной фокус — геометрическая точность: Выбирайте вакуумное горячее прессование, чтобы обеспечить высокую плоскостность и избежать деформации изгиба, типичной для взрывного удара.
- Если ваш основной фокус — пластичность материала: Полагайтесь на точный контроль температуры печи, чтобы предотвратить образование хрупких интерметаллидов Al₃Ti, вызывающих растрескивание.
- Если ваш основной фокус — химическая чистота: Используйте вакуумную среду для предотвращения окисления титановых слоев и устранения летучих примесей.
Отдавая приоритет контролю окружающей среды над механической силой, вакуумное горячее прессование превращает нестабильный процесс соединения реактивных металлов в предсказуемую, высокоточную производственную возможность.
Сводная таблица:
| Характеристика | Вакуумное горячее прессование | Взрывное плакирование |
|---|---|---|
| Структурная целостность | Высокая плоскостность; без изгиба | Значительная деформация изгиба |
| Качество поверхности | Без ожогов; чистая отделка | Риск сильных поверхностных ожогов |
| Контроль окисления | Высоковакуумная среда | Воздействие атмосферы |
| Плотность материала | Почти полная плотность (>96%) | Зависит от силы удара |
| Контроль интерфейса | Точное регулирование интерметаллидов | Высокий риск образования хрупких фаз |
Повысьте точность изготовления материалов с KINTEK
Не соглашайтесь на непредсказуемые результаты взрывного плакирования. Опираясь на экспертные исследования и разработки, а также на производственные мощности, KINTEK предлагает специализированные системы вакуумного горячего прессования, муфельные, трубчатые, роторные и CVD-печи — все настраиваемые в соответствии с вашими уникальными потребностями в исследованиях или производстве. Наши высокотемпературные решения обеспечивают точный термический и атмосферный контроль, необходимый для устранения хрупких фаз и предотвращения окисления реактивных металлов, таких как титан.
Готовы добиться превосходного соединения и почти полной плотности?
Свяжитесь с нашими экспертами сегодня, чтобы найти индивидуальное решение для вашей печи.
Визуальное руководство
Связанные товары
- Вакуумный горячий пресс печь машина для ламинирования и отопления
- 600T вакуумный индукционный горячий пресс вакуумная термообработка и спекание печь
- Вакуумная печь горячего прессования машина нагретая вакуумная печь трубки прессования
- Вакуумный горячий пресс печь машина нагретый вакуумный пресс
- Вакуумная термообработанная печь для спекания с давлением для вакуумного спекания
Люди также спрашивают
- Как печь для вакуумного горячего прессования способствует уплотнению при производстве композитов из графита/меди? Достижение превосходных композитных материалов
- Каковы основные компоненты печи вакуумного прессования? Освойте основные системы для точной обработки материалов
- Что такое вакуумная горячая прессовая печь? Раскройте превосходные характеристики материалов
- Как печи вакуумного горячего прессования преобразили обработку материалов? Достижение превосходной плотности и чистоты
- Какие функции безопасности включены в вакуумные горячие прессы? Обеспечение защиты оператора и оборудования



















