По своей сути, печь для вакуумной пайки устраняет деформацию деталей, управляя всем термическим циклом с исключительной точностью. Это достигается за счет обеспечения медленного, контролируемого нагрева и охлаждения всего компонента, что поддерживает равномерную температуру по всей сборке и предотвращает внутренние напряжения, вызывающие деформацию.
Ключ к предотвращению деформации заключается не только в достижении нужной температуры, но и в контроле всего процесса. Вакуумная пайка превосходна тем, что устраняет быстрые, локальные изменения температуры — основную причину термических напряжений при соединении металлов.

Основной принцип: устранение термических градиентов
Основной причиной деформации в любом процессе соединения металлов является термический градиент, то есть значительная разница температур между двумя участками одной и той же детали. Вакуумная печь специально разработана для минимизации или устранения этих градиентов.
Что вызывает деформацию?
Когда часть металла нагревается, она расширяется. Когда она остывает, она сжимается. Если одна часть компонента быстро нагревается, а другая остается холодной, расширяющаяся часть давит на более холодную часть, создавая внутреннее напряжение. Когда деталь неравномерно остывает, это напряжение "запирается", вызывая деформацию, скручивание или изгиб компонента.
Как вакуумные печи обеспечивают равномерный нагрев
Вакуумная печь удаляет почти всю атмосферу. Без молекул воздуха для передачи тепла путем конвекции, тепло передается в основном за счет излучения.
Излучаемое тепло распространяется во всех направлениях от нагревательных элементов печи, одновременно нагревая все поверхности сборки компонента. Этот процесс по своей природе более щадящий и равномерный, чем применение концентрированного пламени или электрической дуги к одной линии соединения.
Критическая роль контролируемого охлаждения
Предотвращение деформации в равной степени зависит от охлаждения, как и от нагрева. Вакуумные печи используют запрограммированные многоступенчатые циклы охлаждения.
Медленно и равномерно снижая температуру, печь обеспечивает равномерное сжатие всей сборки. Это предотвращает образование новых напряжений во время фазы охлаждения, сохраняя точные размеры компонента.
Сравнение с другими методами соединения
Превосходство вакуумной пайки в контроле размеров становится очевидным при сравнении с методами, основанными на локализованном нагреве.
Высокие градиенты при сварке и пайке горелкой
Такие процессы, как сварка и пайка горелкой, применяют интенсивный, концентрированный нагрев непосредственно к зоне соединения. Это создает огромную разницу температур между расплавленным соединением и окружающим холодным основным металлом.
Этот экстремальный термический градиент является прямой причиной значительной деформации и остаточных напряжений, часто требующих последующего выпрямления или снятия напряжений.
Преимущество нагрева всей сборки
Вакуумная пайка рассматривает компонент как единую систему. Вся сборка вместе доводится до температуры пайки, выдерживается при равномерной температуре ("прокаливается"), а затем вместе охлаждается.
Поскольку ни одна часть компонента не подвергается термическому шоку, первоначальная форма и допуски размеров сохраняются с очень высокой точностью.
Понимание компромиссов
Хотя вакуумная пайка не имеет себе равных по точности, этот процесс включает в себя явные компромиссы, которые делают его непригодным для каждого применения.
Более длительное время цикла
Нагрев и охлаждение всей сборки контролируемым образом — это трудоемкий пакетный процесс. Время цикла может варьироваться от нескольких часов до более чем суток, в зависимости от массы деталей и сложности температурного профиля. Это намного медленнее большинства процессов сварки.
Более высокие затраты на оборудование и эксплуатацию
Вакуумные печи представляют собой значительные капитальные вложения. Процесс также требует тщательной подготовки, точной сборки и расхода припоев и материалов "стоп-офф", что увеличивает стоимость за единицу продукции.
Ограничения по материалам и конструкции
Процесс ограничен материалами, совместимыми с припоем, и способными выдерживать требуемый термический цикл без нежелательных металлургических изменений. Вся сборка также должна помещаться в рабочую зону печи.
Правильный выбор для вашего применения
Выбор правильного процесса соединения требует согласования сильных сторон метода с наиболее критическими целями вашего проекта.
- Если ваш основной приоритет — максимальная точность и минимальная деформация: Вакуумная пайка — это окончательный выбор для сложных, дорогостоящих узлов, где точность размеров является обязательным условием.
- Если ваш основной приоритет — крупносерийное производство и низкая стоимость: Традиционные методы, такие как автоматизированная сварка или пайка горелкой, обычно быстрее и экономичнее, при условии приемлемого уровня деформации.
- Если ваш основной приоритет — соединение разнородных или очень тонких материалов: Щадящий, равномерный нагрев при вакуумной пайке обеспечивает значительное преимущество, снижая риск повреждения или растрескивания.
В конечном итоге, вакуумная пайка обеспечивает непревзойденный уровень термического контроля, что делает ее превосходным решением для производства критически важных по размерам компонентов.
Сводная таблица:
| Характеристика | Как это предотвращает деформацию |
|---|---|
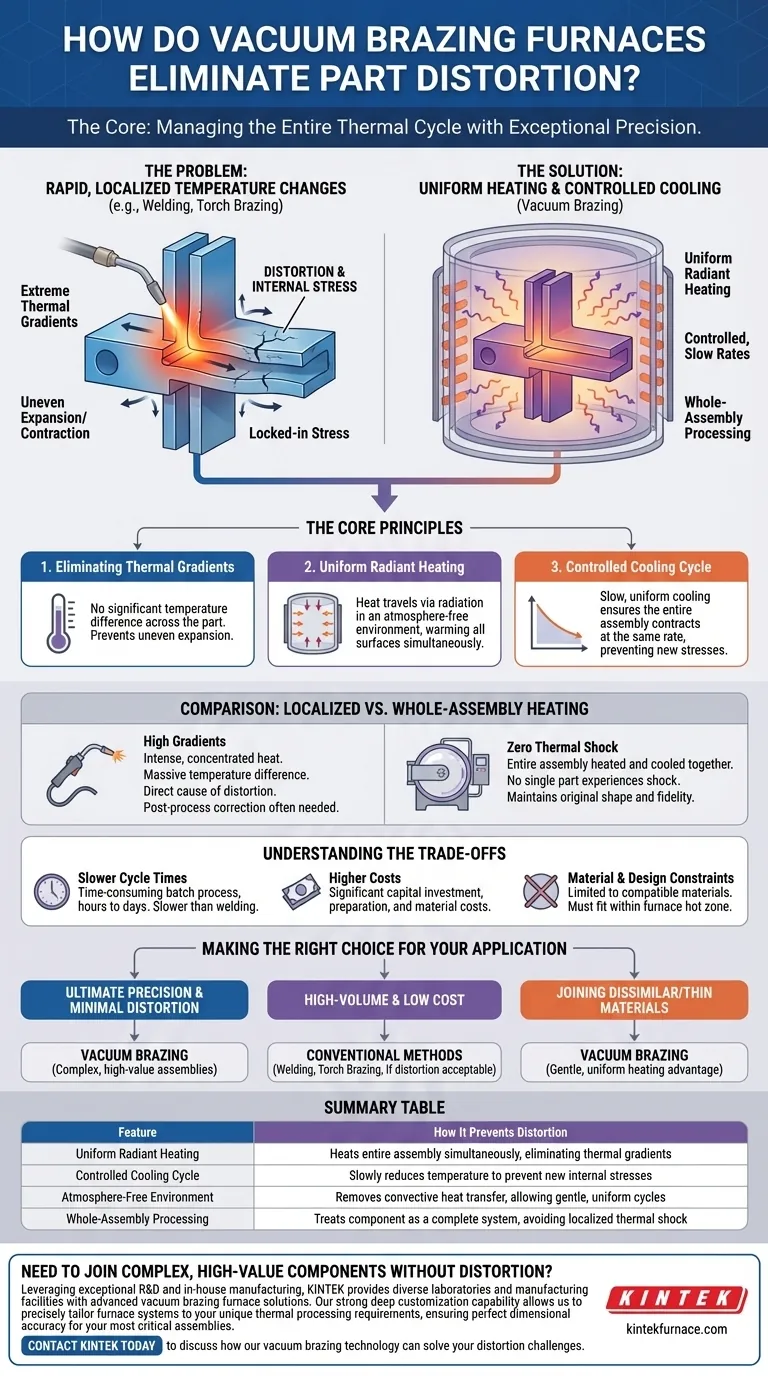
| Равномерный лучистый нагрев | Нагревает всю сборку одновременно, устраняя термические градиенты. |
| Контролируемый цикл охлаждения | Медленно снижает температуру, предотвращая образование новых внутренних напряжений. |
| Безатмосферная среда | Удаляет конвективную теплопередачу, позволяя проводить щадящие, равномерные термические циклы. |
| Обработка всей сборки | Рассматривает компонент как единую систему, избегая локального термического шока. |
Нужно соединить сложные, дорогостоящие компоненты без деформации?
Используя исключительные возможности в области исследований и разработок и собственное производство, KINTEK предоставляет разнообразным лабораториям и производственным предприятиям передовые решения для вакуумных паяльных печей. Наши широкие возможности индивидуальной настройки позволяют нам точно адаптировать системы печей к вашим уникальным требованиям термической обработки, обеспечивая идеальную точность размеров для ваших наиболее ответственных узлов.
Свяжитесь с KINTEK сегодня, чтобы обсудить, как наши технологии вакуумной пайки могут решить ваши проблемы с деформацией.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки с вакуумной термообработкой
- Вакуумный горячий пресс печь машина нагретый вакуумный пресс
- Небольшая вакуумная печь для термообработки и спекания вольфрамовой проволоки
- Вакуумная печь для спекания молибденовой проволоки
- Вакуумная печь горячего прессования машина нагретая вакуумная печь трубки прессования
Люди также спрашивают
- Какова температура пайки в вакуумной печи? Оптимизируйте прочность и чистоту Вашего соединения
- Какова роль высокоточных печей в термообработке Inconel 718? Мастер микроструктурной инженерии
- Какова функция промышленных вакуумных печей для термообработки? Повышение качества 3D-печатной мартенситностареющей стали
- Каковы преимущества использования вакуумных печей для термообработки металлических сплавов? Достижение превосходных свойств и характеристик металла
- Каковы этапы типичной вакуумной пайки? Освойте процесс для получения прочных, чистых соединений



















