По своей сути, вакуумная пайка представляет собой многоступенчатый процесс, использующий контролируемую среду без флюса для соединения компонентов. Типичный рабочий процесс включает тщательную очистку деталей, точную сборку с присадочным металлом, строго контролируемый цикл нагрева и охлаждения внутри вакуумной печи и, наконец, проверку и тестирование готового соединения.
Успех вакуумной пайки заключается не столько в отдельных шагах, сколько в принципе абсолютного контроля. Устраняя атмосферные загрязнения, процесс позволяет присадочному металлу соединяться с основными материалами на металлургическом уровне, создавая исключительно чистые, прочные и безусадочные соединения.

Деконструкция рабочего процесса вакуумной пайки
Понимание каждой фазы имеет решающее значение для осознания того, почему этот процесс выбирается для высокопроизводительных применений. Рабочий процесс можно разбить на четыре отдельных этапа.
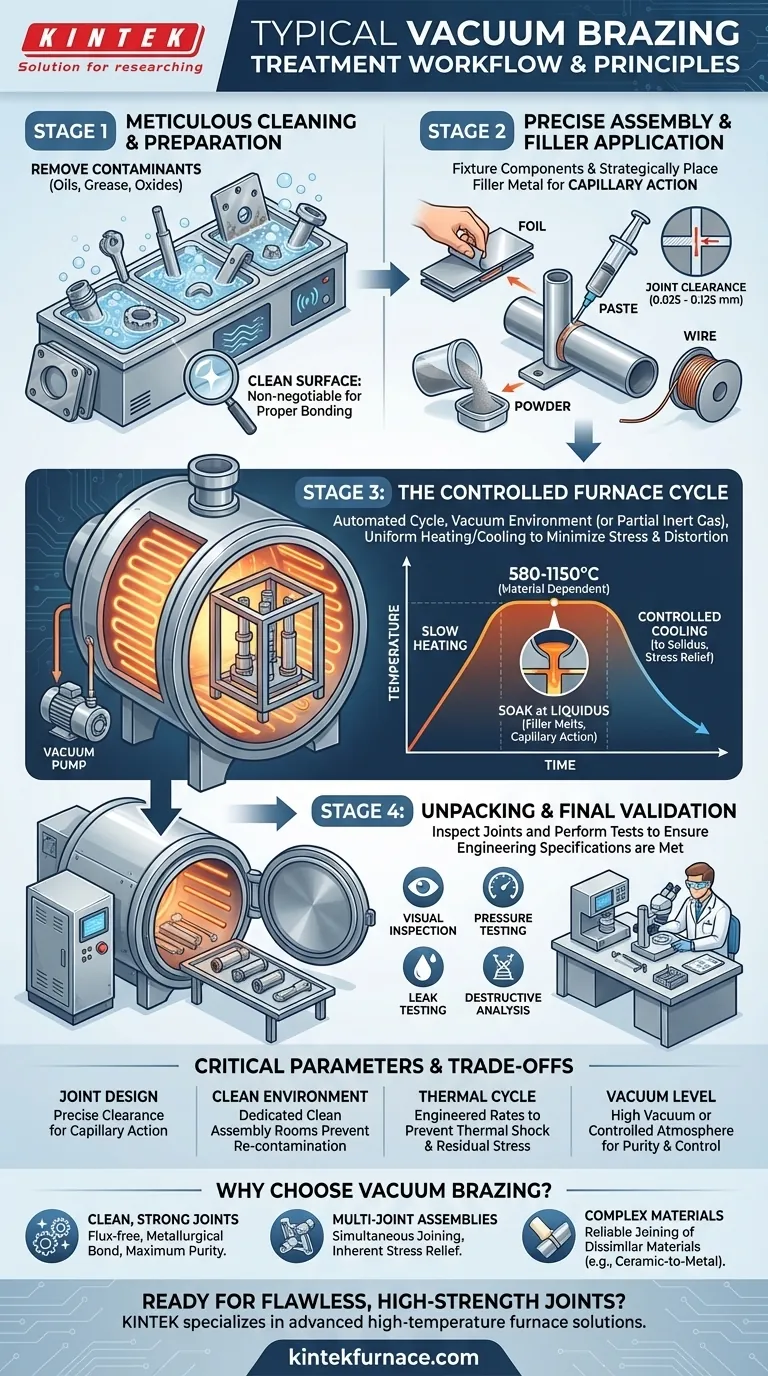
Шаг 1: Тщательная очистка и подготовка
Прежде чем что-либо поместить в печь, все компоненты должны быть идеально чистыми. Цель состоит в том, чтобы удалить любые поверхностные загрязнения, такие как масла, смазки и особенно оксиды.
Эта очистка является обязательной, потому что вакуумная среда предназначена для предотвращения образования оксидов, а не для удаления существующих. Чистая поверхность гарантирует, что расплавленный присадочный металл сможет правильно «смачивать» и соединяться с основными материалами.
Шаг 2: Точная сборка и нанесение присадочного металла
После очистки компоненты закрепляются в окончательной сборке. Затем присадочный металл стратегически размещается на или вблизи соединений, которые он должен заполнить.
Этот присадочный металл может быть в различных формах, включая фольгу, пасту, порошок или проволоку. Выбор зависит от конструкции соединения, материалов и конкретных требований применения.
Шаг 3: Контролируемый цикл печи
Это сердце процесса. Собранные детали загружаются на каркасы печи и помещаются в вакуумную камеру. Цикл обычно автоматизирован и контролируется микропроцессором.
Сначала создается мощный вакуум для удаления воздуха и других реактивных газов. Затем печь нагревает сборку медленно, контролируемым образом до заданной температуры пайки. Эта температура значительно варьируется в зависимости от материала, от 580-620°C для алюминиевых сплавов до 800-1150°C для сталей и других высокотемпературных сплавов.
Сборка выдерживается при этой пиковой температуре — выше температуры плавления присадочного металла (ликвидус) — в течение короткого времени. Во время этой «выдержки» присадочный металл плавится и втягивается в плотно прилегающие соединения капиллярным действием.
Наконец, печь начинает медленный, контролируемый цикл охлаждения. Это позволяет присадочному металлу затвердеть (достигнув температуры солидуса), а всей сборке равномерно остыть, минимизируя внутренние напряжения и потенциальные деформации.
Шаг 4: Распаковка и окончательная проверка
После полного охлаждения сборки печь возвращается к атмосферному давлению, и детали аккуратно распаковываются.
Пайные соединения проходят тщательный визуальный осмотр. В зависимости от требований к компоненту может быть проведена дополнительная проверка, такая как испытания давлением, проверка на герметичность или деструктивный анализ, чтобы убедиться, что соединение соответствует всем техническим требованиям.
Понимание критических параметров и компромиссов
Простое следование инструкциям недостаточно. Надежность вакуумно-паяного соединения зависит от освоения нескольких критических переменных, которые влияют на результат.
Приоритет конструкции и зазора соединения
Успешная пайка зависит от капиллярного действия, которое втягивает присадочный металл в зазор. Для этого зазор соединения должен быть точно контролируем.
Типичный зазор составляет от 0,025 мм до 0,125 мм (от 0,001" до 0,005"). Слишком маленький зазор препятствует протеканию присадки; слишком большой зазор нарушает капиллярный эффект и может привести к пустотам или слабому соединению.
Важность чистой среды
Потребность в чистоте выходит за рамки самих деталей. Высококачественные операции пайки часто используют специализированные чистые сборочные помещения для предотвращения повторного загрязнения перед тем, как детали попадают в печь.
Точность термического цикла
Скорости нагрева и охлаждения не произвольны. Они тщательно спроектированы для предотвращения термического шока, деформации и остаточных напряжений в окончательной сборке. Это точное управление температурой является одним из ключевых преимуществ вакуумной печной пайки.
Уровень вакуума против защитной атмосферы
Хотя высокий вакуум является стандартом, некоторые процессы могут вводить частичное давление инертного газа, такого как аргон. Это может быть использовано для подавления испарения определенных элементов из основных металлов или припоя при высоких температурах, обеспечивая дополнительный уровень контроля процесса.
Правильный выбор для вашего проекта
Понимание деталей процесса позволяет использовать его уникальные сильные стороны для конкретных инженерных целей.
- Если ваша основная задача — соединение сложных или разнородных материалов (например, керамика-металл): Точное, равномерное температурное регулирование вакуумной пайки минимизирует напряжения и делает ее одним из самых надежных доступных методов.
- Если ваша основная задача — создание многосоставных сборок за один шаг: Вся сборка может быть нагрета и охлаждена как одно целое, создавая множественные, одновременные соединения, которые по своей сути снимают напряжение.
- Если ваша основная задача — достижение максимальной чистоты и прочности соединения: Безфлюсовая среда предотвращает загрязнение, что приводит к чистому, прочному металлургическому соединению, которое часто превосходит прочность основных материалов.
Освоив каждый шаг и его основные принципы, вы можете использовать вакуумную пайку для производства компонентов с непревзойденной надежностью и производительностью.
Сводная таблица:
| Этап | Ключевые действия | Критические параметры |
|---|---|---|
| 1. Очистка и подготовка | Удаление масел, смазок и оксидов; обеспечение поверхностей, свободных от загрязнений | Чистота является обязательным условием для правильного соединения |
| 2. Сборка и нанесение присадочного материала | Фиксация компонентов; нанесение присадочного металла (фольга, паста, порошок, проволока) | Зазор соединения: 0,025-0,125 мм для капиллярного действия |
| 3. Контролируемый цикл печи | Загрузка в вакуумную печь; нагрев до температуры пайки (например, 580-1150°C); выдержка и медленное охлаждение | Контроль температуры, уровень вакуума, скорости нагрева/охлаждения для предотвращения напряжений |
| 4. Распаковка и проверка | Осмотр соединений; проведение испытаний (например, давление, герметичность) | Визуальный осмотр и проверка соответствия техническим требованиям |
Готовы получить безупречные, высокопрочные соединения с помощью вакуумной пайки? KINTEK специализируется на передовых высокотемпературных печных решениях, включая вакуумные и атмосферные печи, адаптированные для различных лабораторных нужд. Используя наши исключительные научно-исследовательские разработки и собственное производство, мы предлагаем глубокую кастомизацию для удовлетворения ваших уникальных экспериментальных требований. Свяжитесь с нами сегодня, чтобы обсудить, как наш опыт может повысить надежность и производительность вашего проекта!
Визуальное руководство
Связанные товары
- Печь для спекания и пайки с вакуумной термообработкой
- Вакуумный горячий пресс печь машина нагретый вакуумный пресс
- Вакуумная печь горячего прессования машина нагретая вакуумная печь трубки прессования
- Вакуумная печь для спекания молибденовой проволоки
- 600T вакуумный индукционный горячий пресс вакуумная термообработка и спекание печь
Люди также спрашивают
- Какова температура пайки в вакуумной печи? Оптимизируйте прочность и чистоту Вашего соединения
- Каково значение вакуумной пайки в современном производстве? Обеспечение прочных, чистых соединений для критически важных применений
- Каковы преимущества использования вакуумной печи для термической обработки? Достижение превосходного качества материалов и контроля
- Каковы технические преимущества использования фольги Ti-35Ni-25Nb? Высокая вязкость и стабильность бета-фазы.
- Какова роль высокоточных печей в термообработке Inconel 718? Мастер микроструктурной инженерии



















