
Заблуждение скорости
Инженер задает новый цикл термообработки. Цель — максимальная твердость для детали из сложной инструментальной стали. Первая инстинктивная реакция, глубоко человеческая, — охладить ее как можно быстрее. Мы ассоциируем скорость с прочностью, и быстрая закалка кажется самым прямым путем к желаемому результату.
Это заблуждение скорости.
В мире металлургии наиболее критичным фактором является не абсолютная скорость охлаждения, а точное управление этой скоростью. Цель — не просто отвести тепло, а провести материал через определенную металлургическую трансформацию, избегая хаоса деформации, трещин и внутренних напряжений. Это процесс, который больше похож не на спринт, а на посадку космического корабля.
Физика отвода тепла
Чтобы овладеть процессом охлаждения, мы должны сначала понять, как тепло фактически покидает заготовку. Каждый метод использует различный принцип теплопередачи, предлагая уникальный баланс скорости и контроля.
Газовое охлаждение под высоким давлением (HPGQ): контролируемый шквал
Это рабочая лошадка современных вакуумных печей. Представьте себе ураган, идеально сдерживаемый и направленный внутри герметичной камеры.
После нагрева камера заполняется инертным газом высокой чистоты, таким как азот или аргон. Мощный вентилятор циркулирует этот газ с высокой скоростью, создавая давление в две атмосферы или более. Газ непосредственно поглощает тепло от детали (конвекция), переносит его к водоохлаждаемому теплообменнику и, охлажденный, возвращается для повторения цикла. Это чисто, точно и удивительно равномерно.
Жидкостная закалка: насильственное погружение
Жидкостная закалка — это термический шок по замыслу. Нагретая деталь погружается в ванну со специальным маслом. Огромная разница температур и прямой контакт (теплопроводность) обеспечивают скорость теплопередачи, которую газ никогда не сможет достичь.
Этот метод — грубая сила. Он предназначен для материалов, таких как некоторые суперсплавы, которые требуют сильной закалки, чтобы зафиксировать их свойства до образования нежелательных фаз. Обратной стороной является значительно более высокий риск деформации и необходимость последующей очистки.
Водяные рубашки охлаждения: нежное выдыхание
Этот метод является частью конструкции печи. Стенки камеры имеют рубашки с каналами, по которым циркулирует охлаждающая вода.
В отличие от прямой закалки, этот метод охлаждает всю среду, отводя тепловое излучение. Это медленный, пассивный и мягкий процесс. Он обеспечивает наименьшую скорость, но может быть важен, когда цель состоит в том, чтобы позволить материалу расслабиться, а не шокировать его в новое состояние.
Согласование метода с металлургической целью
Правильная техника охлаждения определяется не секундомером, а желаемым результатом на микроскопическом уровне. Инженерная цель диктует метод.
Цель: безупречная геометрия и равномерная прочность
Для сложных форм инструментов и штампов основной заботой является предотвращение деформации. Даже микроскопическое коробление может сделать дорогостоящую деталь бесполезной.
- Метод: Газовое охлаждение под высоким давлением (HPGQ).
- Психология: Это подход, ориентированный на минимизацию рисков и точность. Равномерность газового потока минимизирует тепловые градиенты по всей детали, обеспечивая ее равномерное и предсказуемое охлаждение. Это путь к достижению твердости без ущерба для точности размеров.
Цель: принудительное изменение микроструктуры
Для таких материалов, как никелевые суперсплавы, цель — агрессивное вмешательство. Необходимо охладить материал так быстро, чтобы его атомная структура не успела перейти в грубое или нежелательное состояние.
- Метод: Быстрая масляная закалка.
- Психология: Этот подход принимает риск ради высокой награды. Сильный термический шок является необходимым злом для достижения мелкой, рафинированной зернистой структуры, что критически важно для производительности материала при экстремальных температурах.
Цель: снятие скрытых напряжений
Для таких процессов, как отжиг для снятия напряжений титана или 3D-печатных компонентов, задача противоположна закалке. Требуется медленное, контролируемое охлаждение, чтобы внутренние напряжения могли расслабиться.
- Метод: Программируемое медленное охлаждение с заполнением инертным газом (часто с помощью водяных рубашек охлаждения).
- Психология: Это требует терпения. Вместо того чтобы форсировать изменения, вы создаете идеальные условия для самовосстановления материала. Ускорение этого процесса зафиксировало бы те самые напряжения, которые вы пытаетесь снять.
Дилемма инженера: рамки для выбора
Каждое инженерное решение — это серия компромиссов. Выбор метода охлаждения требует баланса между идеальным металлургическим результатом и практическими рисками.
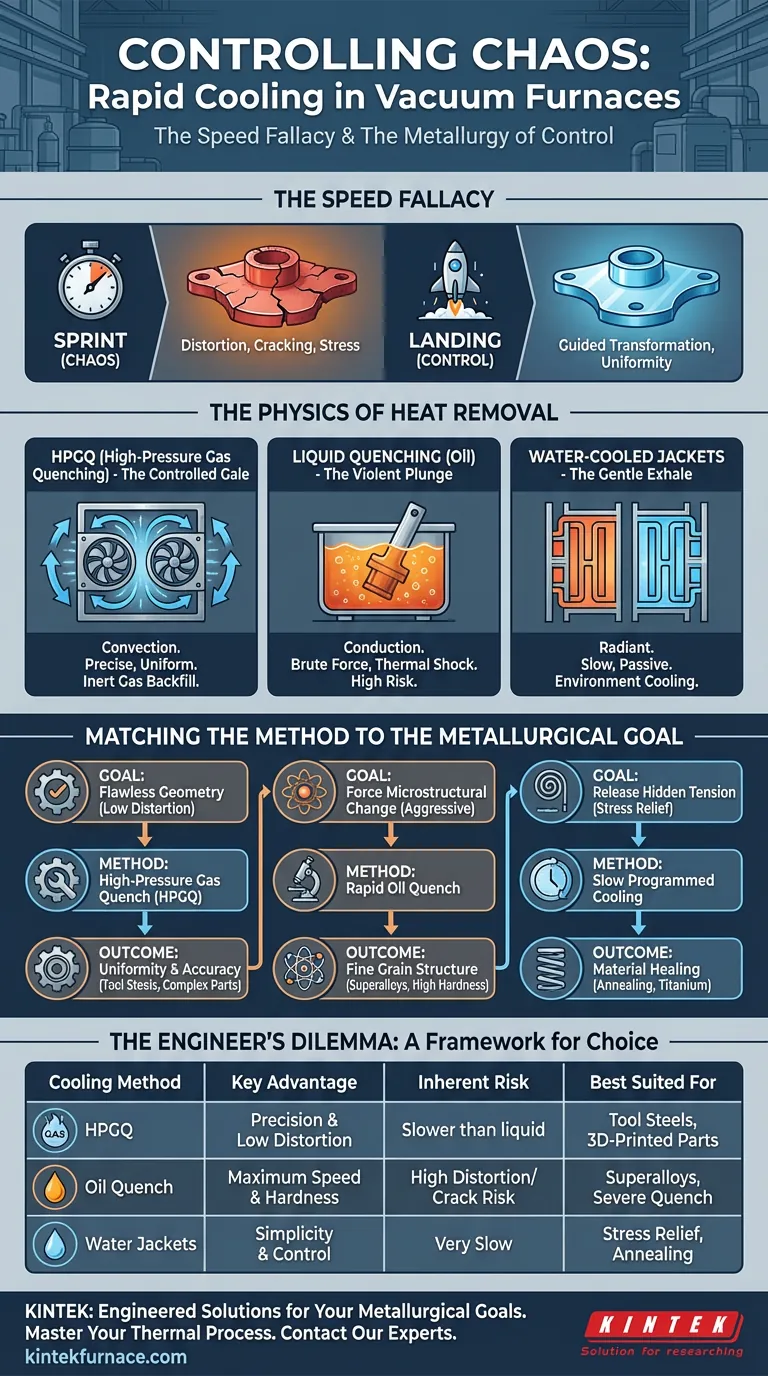
| Метод охлаждения | Ключевое преимущество | Врожденный риск | Наиболее подходит для |
|---|---|---|---|
| Газовое охлаждение под высоким давлением | Точность и низкая деформация | Медленнее, чем жидкостное | Инструментальные стали, 3D-печатные детали, сложные формы |
| Масляная закалка | Максимальная скорость и твердость | Высокий риск деформации/трещин | Суперсплавы, материалы, требующие сильной закалки |
| Водяные рубашки охлаждения | Простота и контроль | Очень медленно | Снятие напряжений, отжиг, циклы медленного охлаждения |
В конечном итоге ваш выбор определяется основной целью:
- Для твердости с минимальной деформацией: Закажите систему газового охлаждения под высоким давлением.
- Для агрессивной фазовой трансформации: Разработайте быструю масляную закалку и спланируйте последствия.
- Для снятия напряжений и стабильности: Разработайте медленное, запрограммированное охлаждение в инертной среде.
От абстрактной физики к осязаемым результатам
Овладение термической обработкой — это не просто достижение целевой температуры; это контроль всего пути, особенно критического спуска обратно к окружающей среде. Это требует больше, чем просто печи; это требует инженерного решения.
В KINTEK мы создаем системы — от муфельных и трубчатых печей до передовых вакуумных систем и систем CVD — разработанные с учетом ваших конкретных металлургических целей. Наша глубокая возможность кастомизации означает, что мы разрабатываем систему охлаждения, будь то точно контролируемая установка HPGQ или надежный бак для масляной закалки, чтобы предоставить вам контроль, необходимый для получения повторяемых, надежных результатов.
Если вы готовы выйти за рамки заблуждения скорости и овладеть своим термическим процессом, свяжитесь с нашими экспертами.
Визуальное руководство
Связанные товары
- Вакуумная печь горячего прессования машина нагретая вакуумная печь трубки прессования
- Вакуумный горячий пресс печь машина нагретый вакуумный пресс
- 600T вакуумный индукционный горячий пресс вакуумная термообработка и спекание печь
- 2200 ℃ Вакуумная печь для термообработки и спекания вольфрама
- Вакуумная термообработанная печь для спекания с давлением для вакуумного спекания
Связанные статьи
- Больше, чем пустота: присущая энергоэффективность конструкции вакуумной печи
- За гранью жара: Искусство чистоты материалов в вакуумных печах
- За пределами списка запчастей: настоящая причина отказа вашей вакуумной горячей прессовой машины (и как это исправить)
- Реальны ли ваши данные о материалах? Почему температурные градиенты саботируют измерения удельного сопротивления Cu2Se
- Почему ваши высокотемпературные материалы выходят из строя: Скрытая война внутри вашей печи



















