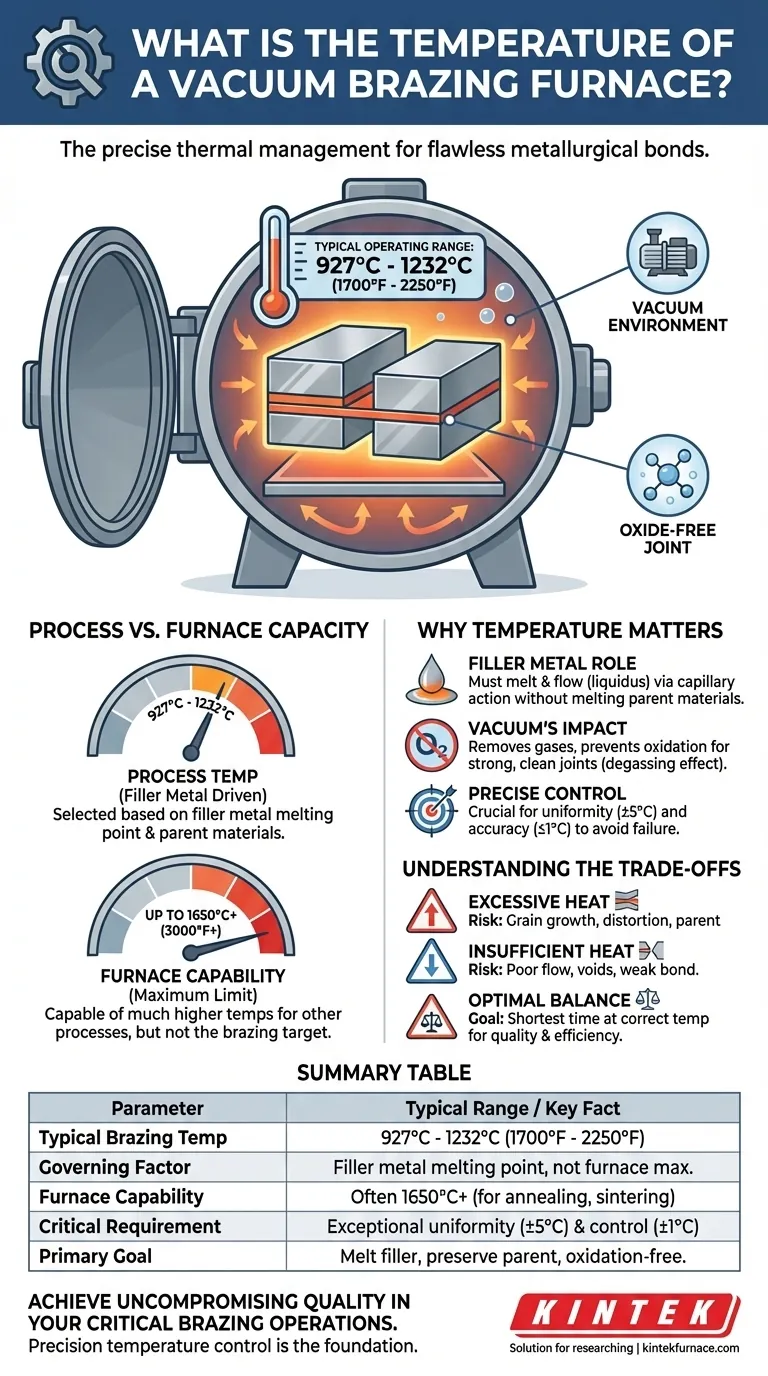
Типичная рабочая температура печи для вакуумной пайки составляет от 927°C до 1232°C (от 1700°F до 2250°F). Этот диапазон не является фиксированным пределом оборудования, а тщательно выбирается в зависимости от конкретных соединяемых основных материалов и температуры плавления присадочного металла, используемого для создания соединения. Сама печь способна достигать гораздо более высоких температур, но процесс диктует требуемый точный нагрев.
Температура при вакуумной пайке заключается не в достижении максимального нагрева печи. Это точно контролируемая переменная, разработанная для расплавления определенного присадочного металла без повреждения основных материалов, и все это в чистой вакуумной среде, которая гарантирует безупречное соединение без оксидов.

Почему температура является основой процесса пайки
Успех любой паяльной операции зависит от точного теплового управления. Температурный профиль тщательно разрабатывается для достижения конкретного металлургического результата.
Роль присадочного металла
Пайка соединяет два основных материала с использованием присадочного металла, отличного от них. Этот присадочный металл спроектирован так, чтобы иметь более низкую температуру плавления, чем соединяемые им материалы.
Цель состоит в том, чтобы нагреть всю сборку до температуры, которая выше температуры плавления присадочного металла, но безопасно ниже температуры плавления основных материалов.
При этой температуре присадочный металл становится жидким и за счет капиллярного действия затягивается в плотно прилегающий зазор между основными материалами. После охлаждения он затвердевает и образует прочную, постоянную металлургическую связь.
Выбор температуры пайки
Конкретная температура пайки выбирается так, чтобы она была немного выше температуры ликвидуса выбранного присадочного сплава — точки, при которой он становится полностью жидким.
Это гарантирует, что присадочный металл свободно течет и полностью смачивает поверхности соединения. Распространенные присадочные металлы для вакуумной пайки включают сплавы на основе никеля, чистую медь и сплавы драгоценных металлов, каждый из которых имеет свои уникальные характеристики плавления.
Влияние вакуумной среды
Проведение этого процесса в вакууме имеет решающее значение. Вакуум удаляет атмосферные газы, такие как кислород, создавая сверхчистую безокислительную среду.
Это предотвращает образование оксидов на поверхностях металлов, которые в противном случае препятствовали бы течению присадочного металла и ослабляли бы конечное соединение. Вакуум также оказывает газоотводящее действие, вытягивая захваченные газы из металлов для улучшения твердости и качества конечного соединения.
Возможности печи против температуры процесса
Важно различать температуру, необходимую для процесса пайки, и максимальную температуру, которую может достичь печь.
Типичный рабочий диапазон
Как уже упоминалось, большая часть вакуумной пайки распространенных сплавов, таких как сталь и суперсплавы, происходит при температуре от 927°C до 1232°C. Это окно охватывает температуры плавления подавляющего большинства высокопрочных присадочных металлов на основе никеля и меди.
Максимальная температура печи
Современная вакуумная печь — это высокопроизводительное оборудование. В зависимости от ее конструкции и серии она может достигать температур 1650°C (3000°F), 2000°C (3632°F) или даже выше.
Эта высокотемпературная способность обеспечивает широкий операционный запас и позволяет использовать печь для других термических процессов, таких как отжиг или спекание, но она не является целевой для большинства циклов пайки.
Важность точного контроля
Истинная ценность вакуумной печи заключается не только в ее пиковом нагреве, но и в ее точности. Эти системы обеспечивают исключительную температурную однородность (часто ±5°C) по всей загрузке.
Кроме того, благодаря усовершенствованным контурам управления ПИД, они могут поддерживать заданное значение с чрезвычайной точностью, иногда в пределах ±1°C. Такой уровень контроля является обязательным при соединении материалов с разными коэффициентами теплового расширения или при работе с термочувствительными сплавами.
Понимание компромиссов
Выбор неправильной температуры, даже на небольшую величину, может привести к сбою процесса.
Риск чрезмерного нагрева
Если температура слишком высока, вы рискуете повредить основные материалы. Это может вызвать нежелательный рост зерна, деформацию деталей или даже частичное плавление, что ставит под угрозу структурную целостность сборки.
Риск недостаточного нагрева
Если температура слишком низкая, присадочный металл не расплавится полностью. Это приводит к плохому течению, образованию пустот и зазоров внутри соединения. Неполное соединение — это слабое соединение, которое почти наверняка разрушится под нагрузкой.
Стоимость и эффективность процесса
Циклы с более высокой температурой потребляют больше энергии и занимают больше времени. Процесс должен быть спроектирован так, чтобы использовать оптимальную температуру в течение кратчайшего времени, необходимого для обеспечения течения присадочного металла, максимизируя как качество, так и эффективность.
Как определить правильную температуру для вашего проекта
Правильная температура полностью определяется вашими материалами и желаемым результатом.
- Если ваш основной фокус — соединение обычных сталей с присадочным металлом на основе никеля: Вы, скорее всего, будете работать в стандартном диапазоне от 950°C до 1150°C, чтобы обеспечить правильное течение присадочного сплава.
- Если ваш основной фокус — соединение термочувствительных или разнородных материалов: Точный контроль температуры и однородность печи являются наиболее критичными факторами успеха, гораздо более важными, чем ее номинальная максимальная температура.
- Если ваш основной фокус — обеспечение максимальной прочности и чистоты соединения: Сочетание правильной температуры и глубокого уровня вакуума имеет решающее значение для предотвращения окисления и удаления захваченных газов из соединения.
В конечном счете, правильная температура — это не характеристика печи, а тщательно спроектированный параметр вашего конкретного процесса пайки.
Сводная таблица:
| Параметр | Типичный диапазон / Ключевой факт |
|---|---|
| Типичная температура пайки | 927°C - 1232°C (1700°F - 2250°F) |
| Определяющий фактор | Температура плавления присадочного металла, а не максимальная мощность печи |
| Возможности печи | Часто до 1650°C или выше для других процессов (отжиг, спекание) |
| Критическое требование | Исключительная температурная однородность (±5°C) и точный контроль (±1°C) |
| Основная цель | Расплавить присадочный металл без повреждения основных материалов в бескислородном вакууме |
Достигайте бескомпромиссного качества в ваших критически важных операциях пайки
Точный контроль температуры является основой успешного процесса вакуумной пайки. Передовые высокотемпературные печные решения KINTEK, включая наши надежные вакуумные и атмосферные печи, разработаны для обеспечения исключительной термической однородности и стабильности, которые требуются в самых ответственных областях применения.
Используя исключительные возможности НИОКР и собственное производство, мы предоставляем различным лабораториям и производственным мощностям передовые решения для термической обработки. Наша сильная способность к глубокой кастомизации позволяет нам точно настроить систему печи для удовлетворения ваших уникальных требований к циклу пайки, каждый раз обеспечивая безупречные, высокопрочные соединения.
Готовы усовершенствовать свой процесс пайки? Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как вакуумная печь KINTEK может улучшить ваши результаты.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки с вакуумной термообработкой
- Вакуумный горячий пресс печь машина нагретый вакуумный пресс
- Небольшая вакуумная печь для термообработки и спекания вольфрамовой проволоки
- Вакуумная печь для спекания молибденовой проволоки
- Вакуумная печь горячего прессования машина нагретая вакуумная печь трубки прессования
Люди также спрашивают
- Каково значение вакуумной пайки в современном производстве? Обеспечение прочных, чистых соединений для критически важных применений
- Какова температура пайки в вакуумной печи? Оптимизируйте прочность и чистоту Вашего соединения
- Каковы преимущества использования вакуумных печей для термообработки металлических сплавов? Достижение превосходных свойств и характеристик металла
- Каковы преимущества использования вакуумной печи для термической обработки? Достижение превосходного качества материалов и контроля
- Как вакуумная термообработка влияет на зернистую структуру металлических сплавов? Достижение точного контроля микроструктуры



















