Глубина нагрева в индукционном процессе в первую очередь определяется двумя факторами: частотой переменного тока от источника питания и внутренними электрическими и магнитными свойствами нагреваемого материала. Короче говоря, более высокие частоты приводят к более поверхностному нагреву, в то время как более низкие частоты проникают глубже в заготовку.
Основной принцип, который вы должны понять, — это «скин-эффект». Тепло генерируется не равномерно по всему изделию; оно концентрируется у поверхности. Глубина этого нагретого слоя является предсказуемым и контролируемым параметром, что делает индукционный нагрев высокоточным инструментом, когда вы осваиваете взаимосвязь между частотой и материалом.

Основной принцип: понимание скин-эффекта
Чтобы контролировать глубину нагрева, вы должны сначала понять, почему он возникает. Явление, ответственное за это, известно как скин-эффект — фундаментальный принцип электромагнетизма.
Что такое скин-эффект?
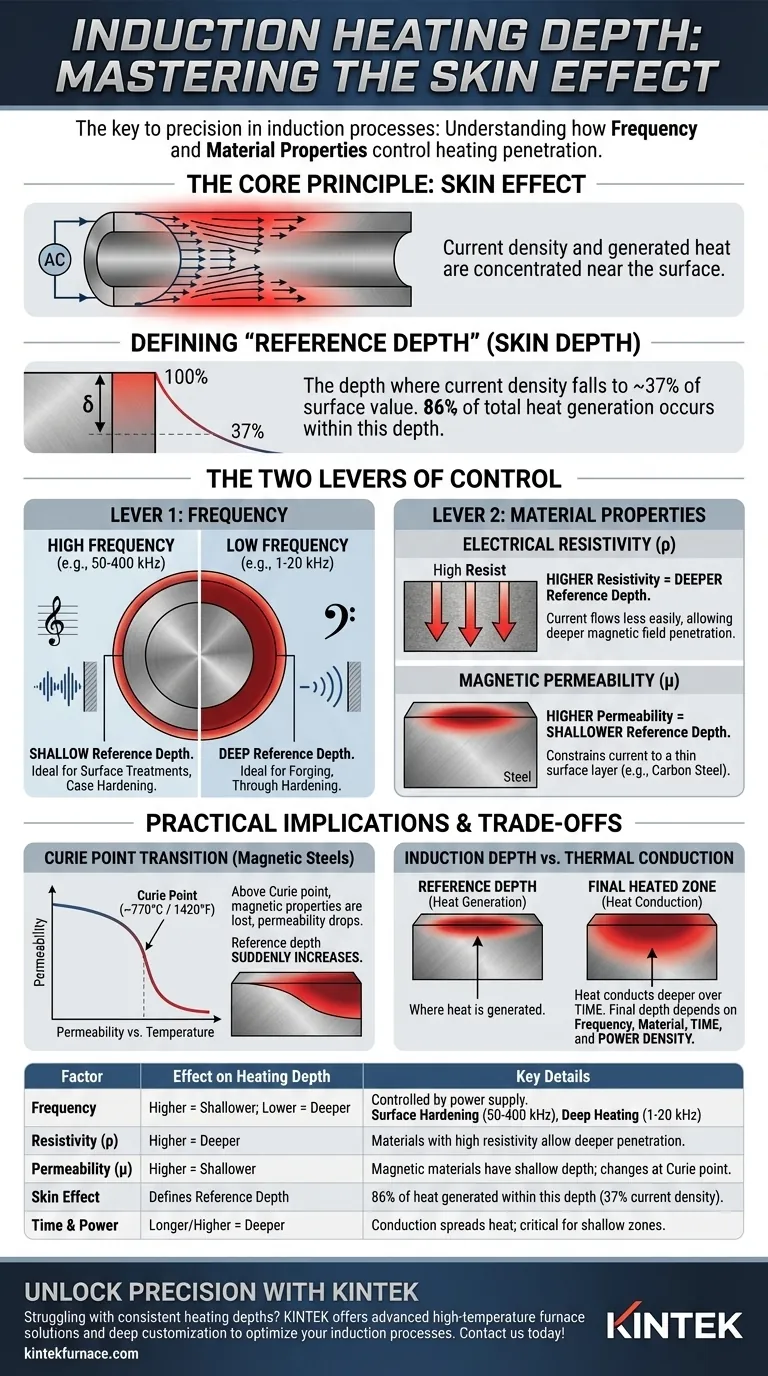
Когда переменный ток (AC) протекает через проводник, он не распределяется равномерно по сечению проводника. Вместо этого плотность тока максимальна на поверхности и экспоненциально уменьшается к центру.
Поскольку резистивный нагрев прямо пропорционален квадрату тока (I²R), тепло также генерируется в этом тонком слое, проводящем ток, или «скине».
Определение «Эталонной глубины»
«Электрическая эталонная глубина» (или скин-глубина) — это стандартная техническая мера этого эффекта. Она определяется как глубина от поверхности, на которой плотность индуцированного тока падает примерно до 37% от ее значения на поверхности.
Для практических целей около 86% всего тепла, генерируемого индукционным процессом, приходится на эту одну эталонную глубину. Это делает ее важнейшим параметром для расчета и контроля результатов нагрева.
Два рычага управления
Вы можете контролировать эталонную глубину, манипулируя одной ключевой переменной процесса и понимая один набор свойств материала.
Рычаг 1: Частота
Частота является наиболее важным и наиболее прямым средством контроля глубины нагрева. Она определяется вашим индукционным источником питания. Связь проста и обратна:
- Высокая частота = Неглубокая эталонная глубина
- Низкая частота = Глубокая эталонная глубина
Представьте это как звуковые волны. Высокочастотные звуки (высокие ноты) легко блокируются стеной, в то время как низкочастотные звуки (басы) могут проникать сквозь нее. Аналогично, высокочастотные токи не могут далеко проникать в металл, концентрируя свою энергию у поверхности.
Это позволяет делать точный выбор в зависимости от применения. Высокие частоты (50 кГц - 400 кГц и выше) используются для поверхностной обработки, такой как поверхностная закалка, в то время как низкие частоты (1 кГц - 20 кГц) используются для применений, требующих глубокого нагрева, например, ковки или сквозной закалки.
Рычаг 2: Свойства материала
Конкретный материал заготовки также играет решающую, неоспоримую роль в определении эталонной глубины. Ключевыми являются два свойства:
- Электрическое удельное сопротивление (ρ): Более высокое удельное сопротивление затрудняет протекание тока, что позволяет магнитным полям проникать глубже. Следовательно, более высокое удельное сопротивление приводит к большей эталонной глубине.
- Магнитная проницаемость (μ): Это свойство описывает, насколько легко материал намагничивается. Для магнитных материалов, таких как углеродистая сталь, высокая проницаемость резко ограничивает ток очень тонким слоем, что приводит к гораздо меньшей эталонной глубине по сравнению с немагнитными материалами, такими как алюминий или медь, при той же частоте.
Понимание компромиссов и практических последствий
Знать теорию — это одно; ее применение требует понимания сложностей, возникающих в процессе фактического нагрева.
Переход через точку Кюри
Для магнитных сталей наиболее важным практическим соображением является температура Кюри (приблизительно 770°C или 1420°F). Выше этой температуры сталь теряет свои магнитные свойства, и ее проницаемость падает до уровня немагнитного материала.
Это означает, что по мере нагрева магнитной детали эталонная глубина внезапно увеличится после прохождения точки Кюри. Процесс, разработанный для поверхностного нагрева, может быстро превратиться в процесс глубокого нагрева, требующий сложного контроля мощности, чтобы избежать перегрева или непреднамеренных результатов.
Индукционная глубина против теплопроводности
Критически важно различать глубину, на которой тепло генерируется (эталонная глубина), и конечную глубину нагретой зоны. Конечная глубина также зависит от времени и плотности мощности.
Даже при высокой частоте, создающей неглубокую эталонную глубину, если вы подаете мощность в течение длительного времени, это тепло будет проводиться глубже в ядро детали. Чтобы достичь действительно неглубокой зоны термического влияния, вам нужна высокая частота в сочетании с коротким циклом высокомощного нагрева.
Соответствие частоты вашему применению
Выбор правильных параметров — это сопоставление оборудования с металлургической целью.
- Если ваша основная цель — поверхностная закалка или упрочнение: Используйте высокие частоты (от 50 кГц до 400 кГц и выше), чтобы точно сконцентрировать тепло на поверхности и создать твердую внешнюю корку, сохраняя при этом пластичную сердцевину.
- Если ваша основная цель — сквозная закалка или предварительный нагрев для ковки: Используйте низкие или средние частоты (от 1 кГц до 20 кГц) для достижения глубокого, медленного и равномерного нагрева по всему сечению компонента.
- Если ваша основная цель — плавка больших слитков: Используйте очень низкие частоты (от 50 Гц до 3 кГц), чтобы обеспечить полное проникновение магнитного поля и нагрев всей массы до точки плавления.
- Если вы нагреваете магнитную сталь для закалки: Учитывайте изменение глубины нагрева в точке Кюри, что часто требует источника питания, способного адаптировать свою мощность для поддержания постоянного нагрева.
Освоив взаимосвязь между частотой, материалом и временем, вы превращаете индукционный нагрев из концепции в точный и повторяемый производственный инструмент.
Сводная таблица:
| Фактор | Влияние на глубину нагрева | Ключевые детали |
|---|---|---|
| Частота | Более высокая частота = неглубокая глубина; Более низкая частота = более глубокая глубина | Контролируется источником питания; используется для поверхностной закалки (50-400 кГц) или глубокого нагрева (1-20 кГц) |
| Удельное сопротивление материала (ρ) | Более высокое удельное сопротивление = более глубокая глубина | Влияет на поток тока; материалы с высоким удельным сопротивлением допускают более глубокое проникновение |
| Магнитная проницаемость материала (μ) | Более высокая проницаемость = неглубокая глубина | Магнитные материалы (например, сталь) имеют неглубокую глубину; изменяется в точке Кюри (~770°C) |
| Скин-эффект | Определяет эталонную глубину, на которой плотность тока падает до 37% | 86% тепла генерируется в пределах этой глубины; обеспечивает точный контроль |
| Время и плотность мощности | Более длительное время/более высокая мощность = более глубокая нагретая зона за счет теплопроводности | Сочетается с частотой для определения конечной глубины; критично для неглубоких зон термического влияния |
Откройте для себя точность в ваших процессах индукционного нагрева с KINTEK
Испытываете трудности с достижением постоянной глубины нагрева в ваших индукционных применениях? KINTEK использует исключительные возможности НИОКР и собственное производство для предоставления передовых высокотемпературных печных решений, адаптированных к вашим потребностям. Наша линейка продукции, включающая муфельные, трубчатые, роторные печи, вакуумные печи и печи с контролируемой атмосферой, а также системы CVD/PECVD, разработана для удовлетворения уникальных требований различных лабораторий и промышленных условий. Благодаря нашей сильной способности к глубокой кастомизации мы можем помочь вам оптимизировать параметры частоты и материала для достижения превосходных результатов при поверхностной закалке, сквозной закалке или плавке.
Свяжитесь с нами сегодня, чтобы обсудить, как наш опыт может повысить вашу эффективность и точность — Свяжитесь с нами сейчас!
Визуальное руководство
Связанные товары
- 600T вакуумный индукционный горячий пресс вакуумная термообработка и спекание печь
- Вакуумная индукционная плавильная печь и дуговая плавильная печь
- Карбид кремния SiC термические нагревательные элементы для электрической печи
- Дисилицид молибдена MoSi2 термические нагревательные элементы для электрической печи
- Вакуумная печь для термообработки с футеровкой из керамического волокна
Люди также спрашивают
- Каковы преимущества использования печи для спекания с вакуумным горячим прессованием при подготовке композитов на основе алюминиевой матрицы SiCw/2024? Создание высокоэффективных аэрокосмических материалов
- Каковы преимущества использования печи для спекания в вакуумном горячем прессовании для получения композитов с медной матрицей, армированных углеродными нанотрубками, с высокой плотностью? Достижение максимальной плотности и чистоты для превосходных харак
- Как печь для спекания в вакуумной горячей прессовке предотвращает разбухание меди при спекании? Решение проблем расширения Fe-Cu
- Какова необходимость низкотемпературной дегазации при вакуумном горячем прессовании? Обеспечение превосходного качества алмазного инструмента
- Какова основная функция печи для спекания в вакуумном прессе при подготовке высокоплотных сплавов RuTi? Достижение максимальной плотности и чистоты








