Механизм горячего прессования повышает плотность за счет приложения внешнего механического давления одновременно с высокотемпературным нагревом. Эта комбинация действует непосредственно на частицы порошка, значительно увеличивая движущую силу спекания. Он механически способствует перегруппировке частиц и вызывает пластическую деформацию, эффективно устраняя внутренние поры и микротрещины, которые не могут быть устранены только тепловой энергией.
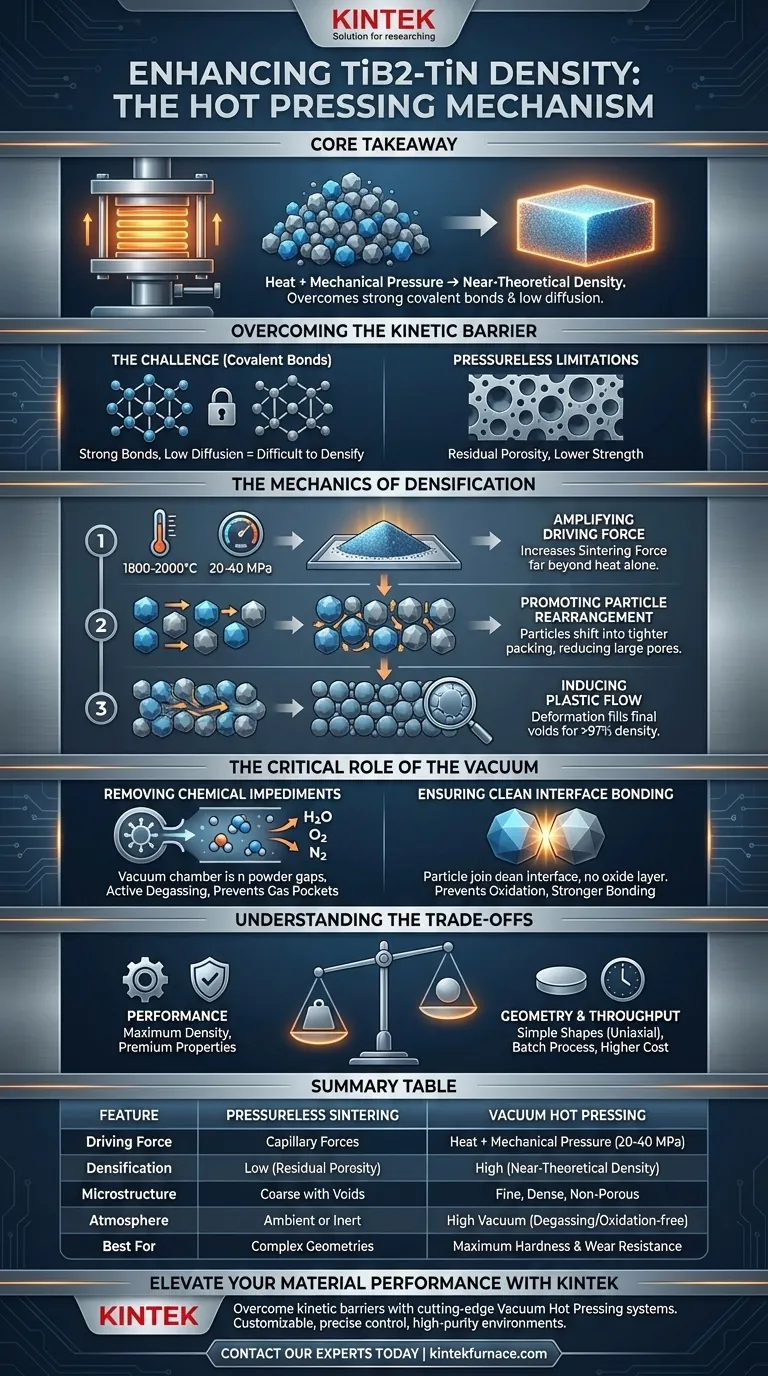
Ключевой вывод TiB2 и TiN — это керамические материалы, характеризующиеся прочными ковалентными связями и низкими коэффициентами самодиффузии, что делает их чрезвычайно трудными для уплотнения только за счет нагрева. Вакуумное горячее прессование преодолевает это присущее сопротивление, физически заставляя частицы заполнять пустоты, достигая почти теоретической плотности и превосходной твердости там, где стандартное спекание без давления неэффективно.

Преодоление кинетического барьера
Проблема ковалентных связей
TiB2 (диборид титана) и TiN (нитрид титана) обладают чрезвычайно прочными ковалентными связями. Эта атомная структура приводит к низким коэффициентам диффузии, что означает, что атомы нелегко перемещаются или связываются между границами частиц даже при высоких температурах.
Ограничения спекания без давления
При стандартном спекании уплотнение зависит исключительно от снижения поверхностной энергии и капиллярных сил. Из-за низких скоростей диффузии этих материалов методы без давления часто оставляют остаточную пористость, что приводит к более низкой плотности и снижению механической прочности.
Механика уплотнения
Усиление движущей силы
Печь для вакуумного горячего прессования вводит критический параметр: внешнее механическое давление (часто 20–40 МПа). Это давление действует вместе с теплом (1800–2000°C), чтобы значительно увеличить движущую силу спекания, ускоряя процесс консолидации далеко за пределы того, что может обеспечить только температура.
Содействие перегруппировке частиц
При приложении механического давления частицы порошка физически сдвигаются друг относительно друга. Они перемещаются в более плотные конфигурации упаковки, заполняя промежутки между более крупными частицами и значительно уменьшая объем крупных пор на ранних стадиях цикла.
Индукция пластической деформации
При пиковых температурах материал немного размягчается, позволяя приложенному давлению деформировать частицы. Эта пластическая деформация вгоняет материал в оставшиеся микроскопические пустоты и закрытые поры, устраняя последние следы пористости для достижения плотности, часто превышающей 97%.
Критическая роль вакуума
Удаление химических препятствий
Вакуумная среда (например, 0,01 МПа) необходима для удаления вредных газов, таких как водяной пар, кислород и азот, застрявших в промежутках между частицами порошка. Это способствует активному дегазированию, предотвращая попадание газовых карманов внутрь материала по мере его уплотнения.
Обеспечение чистого связывания интерфейсов
Предотвращая окисление и карбонизацию, вакуум обеспечивает чистоту поверхностей частиц металла и керамики. Эта чистота способствует более прочному микроскопическому межфазному соединению между частицами, напрямую способствуя конечной твердости и ударной вязкости инструмента.
Понимание компромиссов
Ограничения геометрии
Вакуумное горячее прессование обычно применяет одноосное давление (сила из одного направления). Это, как правило, ограничивает производство деталей простыми геометрическими формами, такими как пластины или диски, требуя дополнительной механической обработки для сложных геометрий инструментов.
Производительность против производительности
Это периодический процесс, который не может сравниться со скоростью непрерывных методов спекания. Высокая стоимость эксплуатации и более длительные циклы оправданы только тогда, когда применение требует максимальной плотности и превосходных механических свойств.
Сделайте правильный выбор для вашей цели
- Если ваш основной акцент — максимальная твердость и износостойкость: Используйте вакуумное горячее прессование для устранения микротрещин и достижения почти теоретической плотности, необходимой для высокопроизводительных режущих инструментов.
- Если ваш основной акцент — сложная геометрия детали: Примите во внимание, что горячее прессование создает простые формы; вам необходимо учитывать стоимость постобработки после спекания (электроэрозионная обработка или шлифовка) для достижения окончательной формы инструмента.
В конечном счете, синергия тепла и давления превращает присущую упрямство материалов TiB2-TiN в плотную, непористую микроструктуру, способную выдерживать экстремальные промышленные нагрузки.
Сводная таблица:
| Характеристика | Спекание без давления | Вакуумное горячее прессование |
|---|---|---|
| Движущая сила | Только капиллярные силы | Тепло + механическое давление (20–40 МПа) |
| Уплотнение | Низкое (остаточная пористость) | Высокое (почти теоретическая плотность) |
| Микроструктура | Грубая с пустотами | Мелкая, плотная, непористая |
| Атмосфера | Окружающая среда или инертный газ | Высокий вакуум (дегазация/без окисления) |
| Лучше всего подходит для | Сложные геометрии | Максимальная твердость и износостойкость |
Повысьте производительность ваших материалов с KINTEK
Испытываете трудности с уплотнением упорных керамических композитов, таких как TiB2-TiN? KINTEK предоставляет передовые технологии, необходимые для преодоления кинетических барьеров и достижения превосходных свойств материалов.
Опираясь на экспертные исследования и разработки, а также на производство мирового класса, мы предлагаем высокопроизводительные системы вакуумного горячего прессования, а также муфельные, трубчатые, роторные печи и печи CVD — все полностью настраиваемые для удовлетворения ваших уникальных лабораторных или промышленных потребностей. Наши системы обеспечивают точный контроль давления и вакуумную среду высокой чистоты для устранения пористости и максимизации ударной вязкости ваших инструментов.
Готовы оптимизировать процесс спекания? Свяжитесь с нашими экспертами сегодня, чтобы найти идеальное высокотемпературное решение для вашего применения.
Визуальное руководство
Связанные товары
- 600T вакуумный индукционный горячий пресс вакуумная термообработка и спекание печь
- Вакуумная термообработанная печь для спекания с давлением для вакуумного спекания
- 9MPa воздушного давления вакуумной термообработки и спекания печь
- Вакуумная печь горячего прессования машина нагретая вакуумная печь трубки прессования
- 2200 ℃ Вакуумная печь для термообработки и спекания вольфрама
Люди также спрашивают
- Как метод охлаждения в печи защищает покрытия CoCrFeNi(Cu) после спекания методом вакуумного горячего прессования? Предотвращение растрескивания и окисления для превосходной производительности
- Как печь для спекания в вакуумной горячей прессовке предотвращает разбухание меди при спекании? Решение проблем расширения Fe-Cu
- Каковы ключевые преимущества вакуумных печей горячего прессования? Достижение превосходной плотности и чистоты материалов
- Как вакуумная среда в печи спекания с вакуумным горячим прессованием защищает керамику, содержащую хром? Узнайте.
- Каковы преимущества использования печи для спекания в вакуумном горячем прессовании для получения композитов с медной матрицей, армированных углеродными нанотрубками, с высокой плотностью? Достижение максимальной плотности и чистоты для превосходных харак



















