
Невидимый враг в термообработке
Десятилетиями термообработка ассоциировалась с огнем и силой. Раскаленная стальная деталь, погружаемая в бурлящую масляную ванну, встречаемая яростным шипением и клубами дыма. Это процесс, укоренившийся в традиции, часто ощущающийся скорее как ремесло, чем наука.
Но в высокопроизводительном машиностроении — от аэрокосмической отрасли до медицинских имплантатов — «ремесло» является синонимом «изменчивости». А изменчивость — враг надежности. Основная задача заключается не просто в нагреве и охлаждении металла; она заключается в контроле каждой переменной, которая может поставить под угрозу целостность конечной детали.
Самая значительная и часто упускаемая из виду переменная — это сам воздух внутри печи.
Укрощение атмосферы: сила вакуума
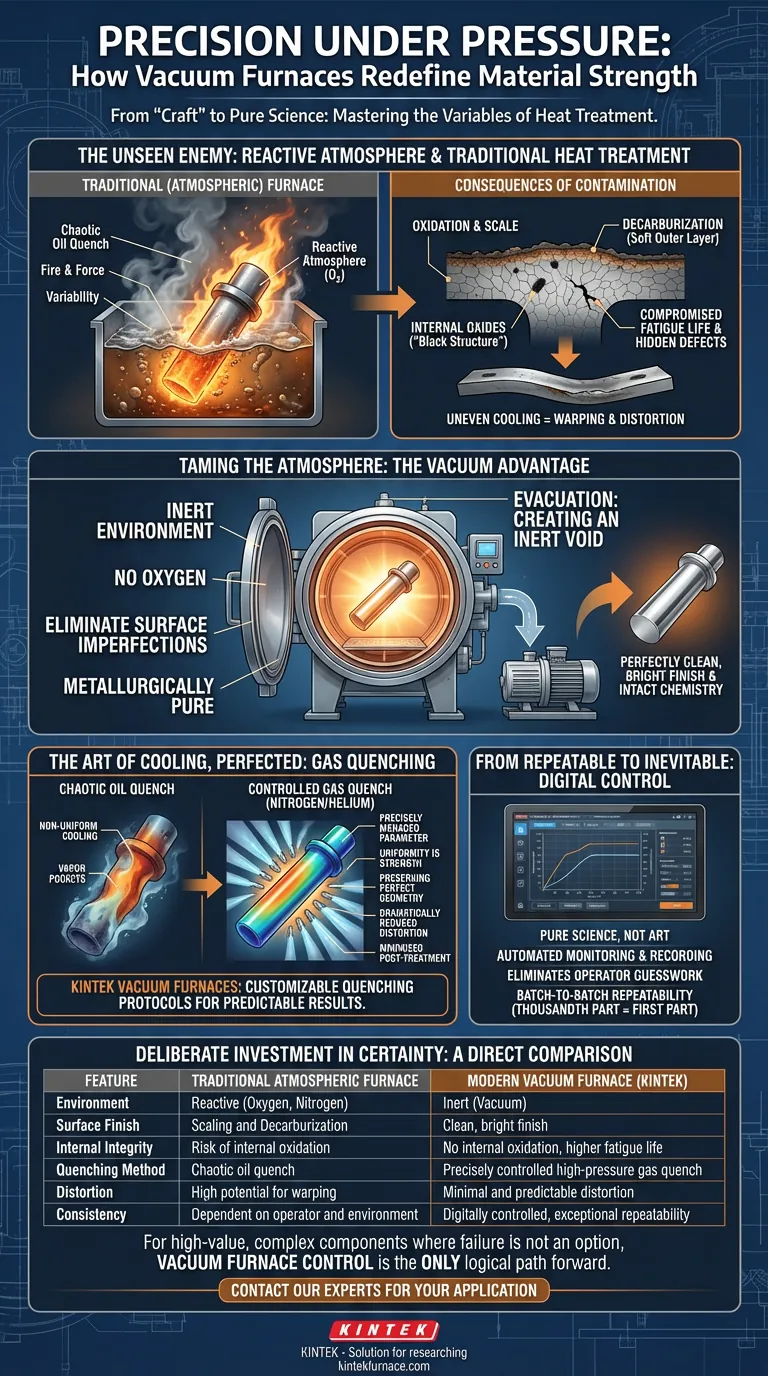
Обычная печь заполнена реактивной атмосферой. При высоких температурах кислород ведет неустанную войну с поверхностью стали, создавая проблемы, которые сохраняются глубоко внутри материала.
Вакуумное науглероживание меняет правила игры, устраняя само поле боя. Эвакуируя камеру, мы создаем инертную среду, в которой сталь может обрабатываться без помех.
Устранение поверхностных дефектов
В обычной атмосфере происходят две вещи:
- Окисление: Кислород связывается с горячей сталью, образуя слой окалины. Его приходится удалять позже, что является дополнительным, дорогостоящим этапом.
- Обезуглероживание: Поверхность стали теряет углерод в окружающую атмосферу, создавая мягкий, слабый внешний слой.
Вакуум полностью предотвращает эти реакции. Детали выходят из печи идеально чистыми, с ярким металлическим блеском и неповрежденной химией поверхности.
Укрепление изнутри
Самый коварный ущерб происходит под поверхностью. Кислород может проникать в границы зерен стали, создавая микроскопические внутренние оксиды. Эта «черная структура» действует как сеть встроенных точек напряжения, серьезно ухудшая усталостную долговечность компонента. Это скрытый дефект, потенциальная причина отказа.
Вакуумная обработка делает внутреннее окисление невозможным, в результате чего получается металлургически чистый и исключительно прочный компонент.
Искусство охлаждения, доведенное до совершенства
Второй источник хаоса — закалка. Погружение детали в масло — невероятно неравномерный процесс. Хаотичное кипение и паровые карманы создают неравномерные скорости охлаждения по геометрии детали, что напрямую приводит к деформации и искажениям.
Газовая закалка, стандартная для вакуумных печей, заменяет этот хаос контролем.
Однородность — это прочность
Вместо жидкой ванны используется инертный газ, такой как азот или гелий, циркулирующий под высоким давлением. Скорость охлаждения больше не является хаотичным событием; это точно управляемый параметр, контролируемый регулированием давления и скорости газа.
Это гарантирует, что каждая поверхность детали, от толстых участков до мелких деталей, охлаждается с почти одинаковой и предсказуемой скоростью. Результат — идеально однородный закаленный слой, обеспечивающий стабильную производительность.
Сохранение идеальной геометрии
Поскольку охлаждение очень равномерное, искажение детали значительно уменьшается. Это меняет правила игры.
- Сложные детали с тонкими стенками можно закаливать без деформации.
- Необходимость дорогостоящего и трудоемкого шлифования после обработки сведена к минимуму.
- Уровень брака резко падает, а конечная геометрия детали становится гораздо более предсказуемой.
Такой уровень контроля требует системы, разработанной для него. Например, современная вакуумная печь KINTEK позволяет настраивать протоколы закалки, адаптированные к конкретной геометрии и материалу ваших компонентов, превращая рискованный процесс в предсказуемый.
От повторяемости к неизбежности: логика цифрового управления
Когда вы объединяете стабильную среду (вакуум) с точными, управляемыми в цифровом виде входными данными (поток газа, давление, температура), вы кардинально меняете природу термообработки.
Процесс превращается из искусства, зависящего от опыта и интуиции оператора, в чистую науку. Каждый критический параметр контролируется, записывается и автоматизируется. Догадки оператора и атмосферные колебания полностью исключаются из уравнения.
Это гарантирует, что тысячная деталь в производственной партии имеет точно такие же металлургические и геометрические свойства, как и первая. Для отраслей, где отказ недопустим, такой уровень повторяемости от партии к партии — не роскошь; это необходимость.
Осознанная инвестиция в уверенность
Современные вакуумные системы представляют собой более высокие первоначальные инвестиции по сравнению с традиционными атмосферными печами. Они требуют специализированного обслуживания и более глубокого технического понимания.
Но рассматривать это только с точки зрения затрат — ошибка. Это инвестиция в уверенность. Вы покупаете устранение переменных. Вы платите за исключение риска окисления, деформации и несоответствия — рисков, которые приводят к бракованным деталям, отказам в эксплуатации и испорченной репутации.
| Преимущество | Традиционная атмосферная печь | Современная вакуумная печь (KINTEK) |
|---|---|---|
| Среда | Реактивная (кислород, азот) | Инертная (вакуум) |
| Поверхностная отделка | Окаливание и обезуглероживание | Чистая, яркая отделка |
| Внутренняя целостность | Риск внутреннего окисления | Отсутствие внутреннего окисления, более высокая усталостная долговечность |
| Метод закалки | Хаотичная масляная закалка | Точно контролируемая газовая закалка под высоким давлением |
| Деформация | Высокий потенциал деформации | Минимальная и предсказуемая деформация |
| Согласованность | Зависит от оператора и окружающей среды | Цифровое управление, исключительная повторяемость |
В конечном счете, выбор зависит от ваших требований. Если вы производите высокоценные, сложные компоненты, где металлургическая чистота и точность размеров имеют первостепенное значение, контроль, предлагаемый вакуумной печью, не просто лучше — это единственный логичный путь вперед.
Достижение такого уровня контроля процесса начинается с правильного оборудования, разработанного для вашего конкретного применения. Свяжитесь с нашими экспертами
Визуальное руководство
Связанные товары
- Вакуумная печь горячего прессования машина нагретая вакуумная печь трубки прессования
- Вакуумный горячий пресс печь машина нагретый вакуумный пресс
- 600T вакуумный индукционный горячий пресс вакуумная термообработка и спекание печь
- 2200 ℃ Вакуумная печь для термообработки и спекания вольфрама
- Вакуумная термообработанная печь для спекания с давлением для вакуумного спекания
Связанные статьи
- Больше, чем пустота: присущая энергоэффективность конструкции вакуумной печи
- За гранью жара: Искусство чистоты материалов в вакуумных печах
- Физика совершенства: как вакуумные печи устраняют неопределенность в металлургии
- Спектр давлений: почему возможности вакуумной печи — это не одно число
- Как выбрать правильную температуру печи для вакуумного горячего прессования для ваших материалов



















