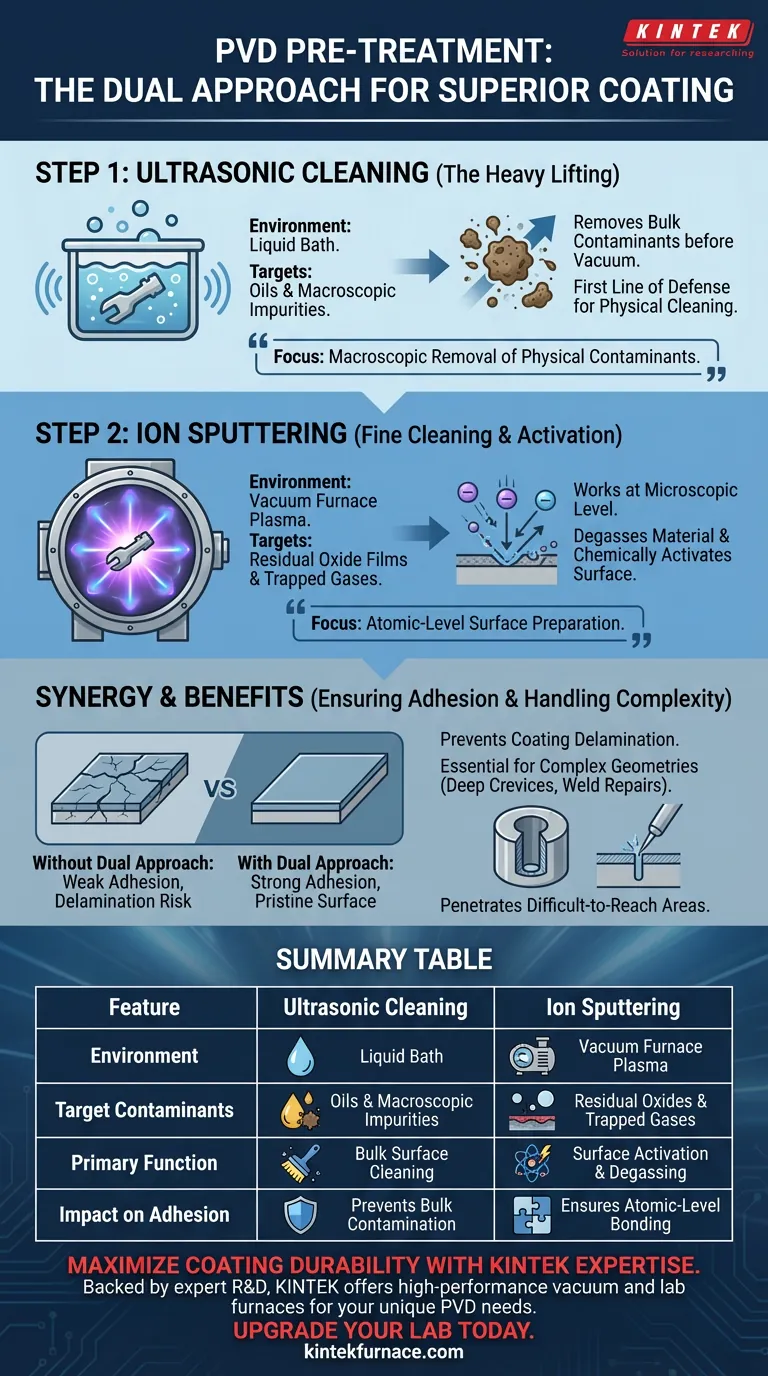
Две различные технологии очистки работают последовательно для подготовки поверхностей к физическому осаждению из паровой фазы (PVD). Во-первых, ультразвуковая очистка выполняет основную работу по удалению масел и макроскопических примесей перед нанесением покрытия на деталь. Затем ионное распыление происходит в вакуумной печи для удаления остаточных оксидных пленок, дегазации материала и химической активации поверхности для связывания.
Эффективная предварительная обработка PVD требует двойного подхода: макроскопическое удаление физических загрязнений с последующей подготовкой поверхности на атомарном уровне. Синергия между ультразвуковой очисткой и ионным распылением является определяющим фактором в достижении прочной адгезии покрытия, особенно для сложных геометрий, таких как глубокие щели или сварочные швы.

Механизмы предварительной обработки PVD
Шаг 1: Ультразвуковая очистка
Первая линия обороны на этапе предварительной обработки — это система ультразвуковой очистки.
Этот процесс предназначен для удаления более крупных, осязаемых загрязнений с заготовки. Он специально нацелен на масла и макроскопические поверхностные примеси, которые накапливаются во время производства или обращения.
Устраняя эти основные загрязнители на раннем этапе, система гарантирует, что деталь физически чиста перед входом в деликатную вакуумную среду.
Шаг 2: Ионное распыление
Как только заготовка надежно закреплена внутри вакуумной печи, ионное распыление выполняет функцию "тонкой очистки".
Этот процесс включает бомбардировку заготовки плазмой в условиях высокого вакуума.
В отличие от ультразвуковой очистки, которая нацелена на поверхностную грязь, распыление работает на микроскопическом уровне для удаления остаточных оксидных пленок.
Активация поверхности и дегазация
Помимо простой очистки, ионное распыление фундаментально изменяет состояние поверхности материала.
Процесс бомбардировки эффективно дегазирует материал, высвобождая захваченные газы, которые в противном случае могли бы нарушить вакуум или покрытие.
Одновременно он активирует поверхность, создавая высокореактивное состояние, химически готовое к приему покрытия.
Необходимость двойного подхода
Обеспечение адгезии покрытия
Основная цель объединения этих двух систем — гарантировать прочную адгезию покрытия.
Ни один из методов сам по себе недостаточен; ультразвуковая очистка не может удалить оксиды на атомарном уровне, а ионное распыление не предназначено для работы с тяжелыми маслами или крупным мусором.
Использование их в тандеме гарантирует, что подложка будет безупречной и реактивной, предотвращая отслаивание покрытия.
Работа со сложными геометриями
Этот двухэтапный протокол особенно важен при нанесении покрытий на детали со сложными элементами.
Заготовки с глубокими отверстиями, узкими щелями или сварочными швами представляют значительные трудности при очистке.
Комбинация проникновения жидкости при ультразвуковой очистке и бомбардировки плазмой на основе газа гарантирует тщательную подготовку даже этих труднодоступных участков.
Критические соображения и ограничения
Риск изоляции процесса
Распространенная ошибка — предположение, что один метод очистки может компенсировать другой.
Если ультразвуковая очистка пропущена, процесс ионного распыления, вероятно, не сможет удалить тяжелые поверхностные масла, что приведет к немедленному загрязнению вакуумной камеры.
И наоборот, полагаясь только на ультразвуковую очистку, остаются невидимые оксидные слои, которые действуют как барьер для адгезии и приводят к слабым покрытиям.
Эффективность в зависимости от геометрии
Хотя эта комбинация эффективна для сложных деталей, на эффективность ионного распыления могут влиять ограничения "прямой видимости" в экстремальных геометриях.
Однако плазменная среда, как правило, эффективно проникает в глубокие отверстия и щели, которых не могут достичь механическая протирка или простое ополаскивание.
Сделайте правильный выбор для вашей цели
Чтобы максимально продлить срок службы и повысить производительность ваших PVD-покрытий, вы должны убедиться, что ваш протокол предварительной обработки соответствует сложности ваших деталей.
- Если ваш основной фокус — прочность адгезии: Убедитесь, что ваш процесс включает ионное распыление для полного удаления оксидных пленок и активации поверхности перед нанесением.
- Если ваш основной фокус — сложная геометрия детали: Используйте комбинацию ультразвуковой очистки и плазменной бомбардировки для очистки глубоких отверстий, щелей и сварочных швов, которые пропускает стандартная очистка.
PVD-покрытие так же прочно, как и подготовка поверхности, предшествующая ему.
Сводная таблица:
| Характеристика | Ультразвуковая очистка | Ионное распыление |
|---|---|---|
| Среда | Жидкая ванна | Плазма в вакуумной печи |
| Целевые загрязнители | Масла и макроскопические примеси | Остаточные оксиды и захваченные газы |
| Основная функция | Очистка поверхности от основного загрязнения | Активация поверхности и дегазация |
| Влияние на адгезию | Предотвращает загрязнение основного слоя | Обеспечивает связь на атомарном уровне |
Максимизируйте долговечность покрытия с помощью экспертизы KINTEK
Не позволяйте плохой подготовке поверхности ставить под угрозу качество вашей продукции. Опираясь на экспертные исследования и разработки, а также производство, KINTEK предлагает высокопроизводительные вакуумные системы и лабораторные высокотемпературные печи — включая муфельные, трубчатые, роторные, вакуумные и CVD-системы — все настраиваемые для ваших уникальных потребностей в PVD и термообработке.
Независимо от того, работаете ли вы со сложными геометриями с глубокими щелями или вам требуется высокая прочность адгезии для промышленных инструментов, наша команда готова предоставить вам необходимое прецизионное оборудование.
Обновите свою лабораторию сегодня — свяжитесь с нашими специалистами здесь!
Визуальное руководство
Ссылки
- André Paulo Tschiptschin. PROCESSOS SOB VÁCUO USADOS PARA TRATAMENTOS TÉRMICOS E DE SUPERFÍCIE DE AÇOS E LIGAS ESPECIAIS. DOI: 10.17563/rbav.v43i1.1262
Эта статья также основана на технической информации из Kintek Furnace База знаний .
Связанные товары
- Радиочастотная система PECVD Радиочастотное плазменное химическое осаждение из паровой фазы
- Оборудование системы машины HFCVD для нанесения наноалмазного покрытия
- Изготовленная на заказ универсальная печь трубки CVD химическое осаждение паров CVD оборудование машина
- 915MHz MPCVD алмаз машина микроволновая плазмы химического осаждения пара система реактор
- Реактор с колокольным резонатором для лабораторий и выращивания алмазов
Люди также спрашивают
- Что такое ВЧ в PECVD? Критический контроль для плазменного осаждения
- Как контролируются скорости осаждения и свойства пленок в PECVD? Основные ключевые параметры для оптимальных тонких пленок
- Каковы некоторые перспективные области применения 2D-материалов, полученных методом PECVD? Откройте для себя передовые датчики и оптоэлектронику
- Каковы ограничения PECVD? Преодоление проблем с контролем процесса и затратами
- Каковы преимущества PECVD в нанесении покрытий? Достижение низкотемпературных, высококачественных покрытий




