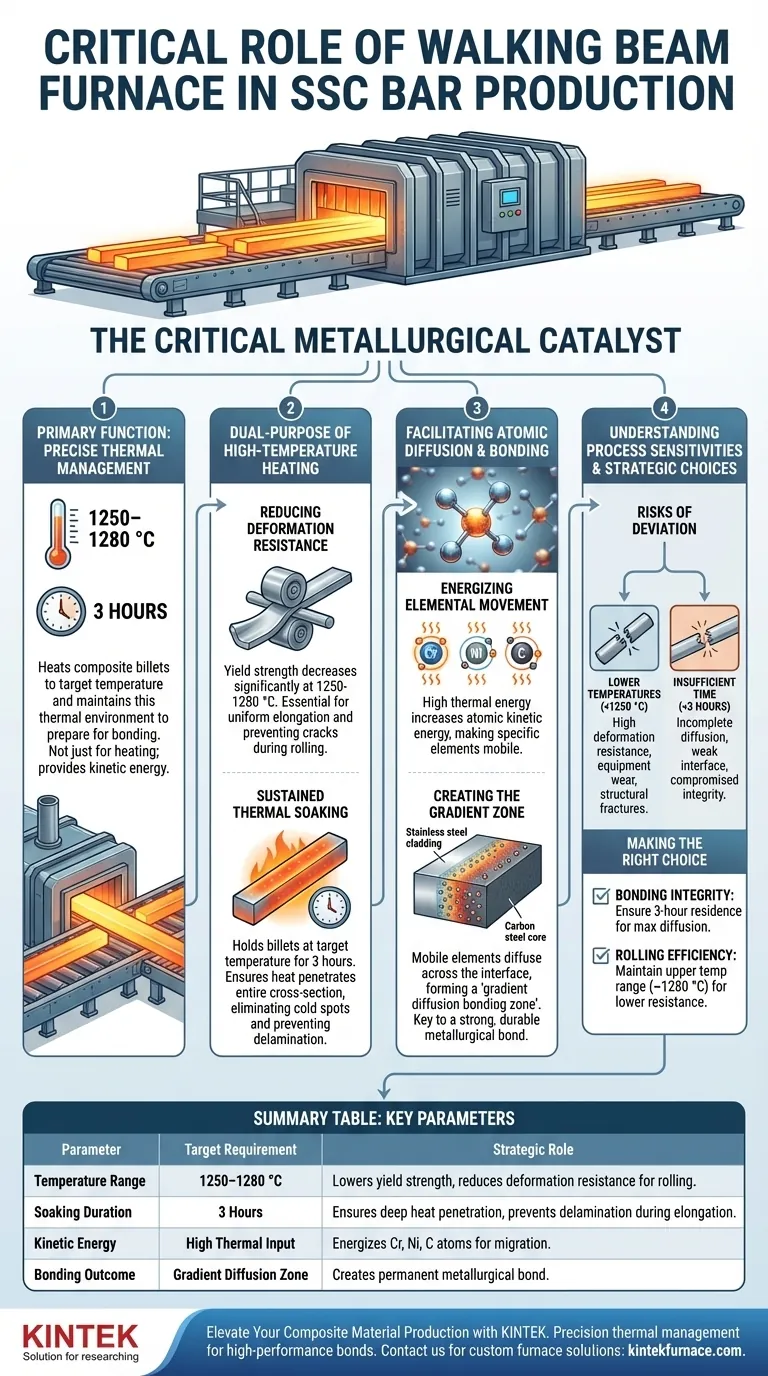
Промышленные печи с шагающими балками служат критически важным металлургическим катализатором в производстве стержней из нержавеющей стали, плакированной углеродистой сталью (SSC). Их основная функция заключается в нагреве композитных заготовок до точного температурного диапазона 1250–1280 °C и поддержании этой термической среды в течение ровно трех часов для подготовки материалов к сварке.
Этот процесс не просто нагревает металл; он обеспечивает необходимую кинетическую энергию для миграции атомов, создавая зону диффузионной сварки с градиентом, которая структурно объединяет слои нержавеющей и углеродистой стали.

Двойное назначение высокотемпературного нагрева
Печь — это не просто зона подготовки прокатного стана; именно здесь формируются фундаментальные свойства композитного материала.
Снижение сопротивления деформации
Для успешной прокатки композитной заготовки в стержень материал должен быть пластичным.
Печь нагревает заготовку до температуры от 1250 °C до 1280 °C.
При этой температуре предел текучести металла значительно снижается. Это снижение сопротивления деформации необходимо для последующего процесса прокатки, предотвращая образование трещин и обеспечивая равномерное удлинение.
Длительная термическая выдержка
Достижение целевой температуры — это только первый шаг; поддержание ее не менее важно.
Печь с шагающими балками выдерживает заготовки при целевой температуре в течение трех часов.
Этот период "выдержки" обеспечивает проникновение тепла через все поперечное сечение заготовки, устраняя холодные участки, которые могут привести к расслоению во время прокатки.
Содействие диффузии атомов
Наиболее отличительная роль печи в производстве SSC заключается в обеспечении металлургического сцепления между двумя различными металлами.
Активация движения элементов
Сварка нержавеющей стали с углеродистой сталью требует большего, чем механическое давление; она требует химического взаимодействия на границе раздела.
Высокая тепловая энергия, обеспечиваемая печью, увеличивает кинетическую энергию атомов в металле.
Эта энергия позволяет определенным элементам — а именно хрому, никелю и углероду — стать подвижными.
Создание зоны градиента
После мобилизации эти элементы диффундируют через границу раздела между плакирующим слоем из нержавеющей стали и сердечником из углеродистой стали.
Эта диффузия создает "зону диффузионной сварки с градиентом", где состав постепенно изменяется, а не резко.
Эта зона является ключом к прочному, долговечному сцеплению, которое не будет отслаиваться или разделяться под нагрузкой.
Понимание чувствительности процесса
Хотя печь обеспечивает производство, для предотвращения сбоев требуется строгое соблюдение параметров процесса.
Риски более низких температур
Если температура падает ниже порогового значения в 1250 °C, сопротивление деформации остается слишком высоким.
Это может привести к чрезмерному износу прокатного оборудования и потенциальным структурным разрывам в заготовке.
Влияние недостаточного времени
Если период выдержки в три часа сокращен, диффузия элементов будет неполной.
Без достаточного времени для миграции хрома и никеля зона градиента не сформируется должным образом.
Это приводит к слабому интерфейсу, нарушая целостность конечного плакированного стержня.
Сделайте правильный выбор для вашей цели
Работа печи с шагающими балками должна быть настроена в соответствии с вашими конкретными металлургическими требованиями.
- Если ваш основной фокус — целостность сцепления: Убедитесь, что время пребывания строго соблюдается в течение 3 часов, чтобы максимизировать диффузию хрома и никеля через границу раздела.
- Если ваш основной фокус — эффективность прокатки: Приоритетом является поддержание верхнего температурного диапазона (около 1280 °C) для минимизации сопротивления деформации и снижения нагрузки на прокатный стан.
Точное управление температурой — это разница между двумя отдельными металлами и единым, унифицированным высокопроизводительным композитом.
Сводная таблица:
| Параметр | Целевое требование | Стратегическая роль в производстве SSC |
|---|---|---|
| Диапазон температур | 1250–1280 °C | Снижает предел текучести и сопротивление деформации для прокатки. |
| Продолжительность выдержки | 3 часа | Обеспечивает глубокое проникновение тепла и предотвращает расслоение при удлинении. |
| Кинетическая энергия | Высокий тепловой ввод | Активизирует атомы Cr, Ni и C для начала миграции через границу раздела. |
| Результат сварки | Зона диффузионной сварки с градиентом | Создает постоянное металлургическое сцепление между нержавеющей и углеродистой сталью. |
Улучшите производство вашего композитного материала с KINTEK
Точное управление температурой — это разница между слабым интерфейсом и высокопроизводительным металлургическим сцеплением. Опираясь на экспертные исследования и разработки, а также на производственные мощности, KINTEK предлагает высокопроизводительные системы Muffle, Tube, Rotary, Vacuum и CVD, а также индивидуальные лабораторные и промышленные высокотемпературные печи, адаптированные к вашим уникальным потребностям в производстве SSC.
Независимо от того, уточняете ли вы параметры атомной диффузии или оптимизируете эффективность прокатки, наша техническая команда готова предоставить вам специализированное оборудование, которое вам требуется.
Свяжитесь с KINTEK сегодня, чтобы обсудить ваше индивидуальное решение для печи
Визуальное руководство
Ссылки
- G. X. Liang, T.‐H. Chen. Interfacial Bonding Properties Experimental Research of 316L Stainless Steel–Carbon Steel Clad Rebar in the Process of Intermediate and Finish Rolling. DOI: 10.3390/met15020108
Эта статья также основана на технической информации из Kintek Furnace База знаний .
Связанные товары
- Машина печи трубки CVD с несколькими зонами нагрева для оборудования химического осаждения из паровой фазы
- Печь для спекания и пайки с вакуумной термообработкой
- Вакуумная печь для термообработки с футеровкой из керамического волокна
- Вращающаяся трубчатая печь с несколькими зонами нагрева
- Вакуумная печь для спекания молибденовой проволоки
Люди также спрашивают
- Каковы преимущества многозонных трубчатых печей? Обеспечьте превосходный температурный контроль для переработки передовых материалов
- Какова функция многозонной трубчатой печи в синтезе методом CVD?
- Почему многозонные трубчатые печи особенно полезны для исследований наноматериалов? Разблокируйте точный контроль температуры для передового синтеза
- Какие температурные возможности делают трубчатые многозонные печи ценными для исследований? Раскройте потенциал точного контроля температуры
- Каковы преимущества интеграции нескольких зон нагрева в трубчатую печь? Откройте для себя точный температурный контроль



















