Вертикальная загрузка стеком является лучшим выбором для пакетной газовой закалки, поскольку она оптимизирует динамику воздушного потока для обеспечения стабильного металлургического качества. В отличие от ступенчатых расположений, которые нарушают скорость газа и создают термические различия, вертикальная укладка располагает заготовки таким образом, чтобы обеспечить упорядоченный, беспрепятственный поток охлаждающей среды, одновременно максимизируя производительность печи.
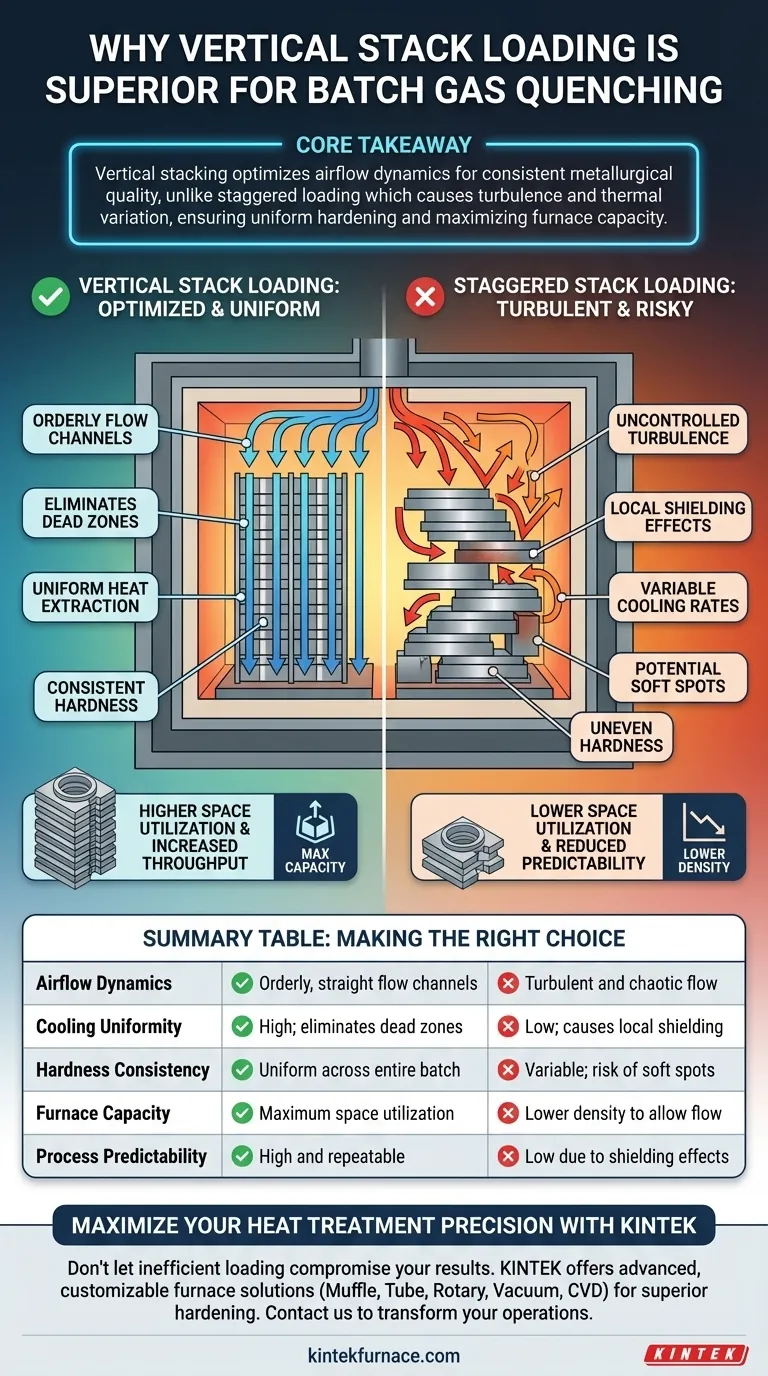
Основной вывод: Ступенчатая загрузка создает турбулентность и эффекты "экранирования", которые приводят к неравномерному охлаждению и потенциальным мягким участкам. Вертикальная укладка решает эту проблему, создавая четкие каналы потока для газа, обеспечивая равномерную закалку всей партии и увеличивая общее количество деталей, обрабатываемых за цикл.
Достижение металлургической однородности
Оптимизация поля потока
Для достижения равномерной твердости закалочный газ должен одинаково быстро отводить тепло от каждой детали. Вертикальная загрузка стеком способствует этому, создавая прямые вертикальные каналы между заготовками.
Эта конфигурация позволяет газу двигаться упорядоченно, поддерживая высокую скорость от верха до низа загрузки.
Устранение зон с низкой скоростью
Критическим недостатком неоптимизированной загрузки является создание "мертвых зон", где скорость газа падает. Основной источник указывает, что вертикальные конфигурации эффективно устраняют зоны с низкой скоростью, особенно вблизи наружных стенок печи.
Поддерживая постоянную скорость газа по всей камере, вы предотвращаете образование мягких участков на деталях, расположенных на периферии загрузки.
Риски ступенчатой загрузки
Проблема локального экранирования
Ступенчатая укладка создает физический барьер для охлаждающей среды. Детали, расположенные выше по потоку, эффективно экранируют те, что находятся позади или под ними, предотвращая попадание свежего холодного газа на поверхности деталей, находящихся ниже по потоку.
Это приводит к значительным колебаниям скорости охлаждения, что означает, что детали из одной партии могут иметь разные металлургические свойства.
Турбулентность и непредсказуемость
Хотя некоторая турбулентность неизбежна при высокоскоростной закалке, ступенчатая загрузка создает неконтролируемую турбулентность.
Вместо плавного обтекания поверхностей газ вынужден быстро менять направление. Это хаотичное движение нарушает процесс теплопередачи, затрудняя прогнозирование или контроль конечного качества деталей.
Производственная эффективность и мощность
Максимальное использование пространства
Помимо качества, вертикальная укладка дает явное экономическое преимущество. Она обеспечивает более эффективное использование пространства, позволяя разместить больший объем деталей в камере печи без ущерба для воздушного потока.
Увеличение пропускной способности
Поскольку поле потока оптимизировано, вы можете безопасно загружать печь до максимальной мощности. Это приводит к большей загрузочной способности печи за цикл, снижая стоимость одной детали и увеличивая общую пропускную способность завода.
Операционные соображения и компромиссы
Стабильность оснастки
Хотя вертикальная укладка превосходит по воздушному потоку, она требует надежной оснастки. Детали должны быть закреплены так, чтобы они не касались и не препятствовали вертикальным каналам. Плохо стабилизированные вертикальные стеки могут привести к смещению деталей во время быстрых изменений давления при закалке.
Зависимость от геометрии
Вертикальная загрузка идеальна для многих конфигураций, но не для всех. Сложные детали с глубокими углублениями могут по-прежнему требовать специальных настроек ориентации. Необходимо убедиться, что вертикальная ориентация не приводит к скоплению газа или жидкости (если используется промывка) во внутренних полостях.
Сделайте правильный выбор для вашей цели
Чтобы максимально повысить эффективность вашего производства пакетной газовой закалки, согласуйте ваш шаблон загрузки с вашими конкретными целями:
- Если ваш основной фокус — стабильность качества: Используйте вертикальную укладку, чтобы устранить экранирование и обеспечить одинаковую скорость охлаждения для каждой детали.
- Если ваш основной фокус — объем производства: Используйте вертикальные конфигурации для максимальной плотности загрузки без риска возникновения "мертвых зон", связанных со ступенчатой упаковкой.
Согласовав вашу стратегию загрузки с физикой газового потока, вы превратите изменчивый процесс в надежную операцию с высоким выходом.
Сводная таблица:
| Функция | Вертикальная загрузка стеком | Ступенчатая загрузка стеком |
|---|---|---|
| Динамика воздушного потока | Упорядоченные, прямые каналы потока | Турбулентный и хаотичный поток |
| Однородность охлаждения | Высокая; устраняет мертвые зоны | Низкая; вызывает локальное экранирование |
| Стабильность твердости | Равномерная по всей партии | Переменная; риск мягких участков |
| Производительность печи | Максимальное использование пространства | Более низкая плотность для обеспечения потока |
| Предсказуемость процесса | Высокая и повторяемая | Низкая из-за эффектов экранирования |
Максимизируйте точность термообработки с KINTEK
Не позволяйте неэффективным шаблонам загрузки ставить под угрозу ваши металлургические результаты. KINTEK предлагает ведущие в отрасли термические решения, подкрепленные экспертными исследованиями и разработками и производством. Независимо от того, нужны ли вам муфельные, трубчатые, роторные, вакуумные или CVD системы, наши высокотемпературные лабораторные печи полностью настраиваются в соответствии с вашими уникальными производственными потребностями.
Готовы достичь превосходной закалки и увеличить пропускную способность? Свяжитесь с нами сегодня, чтобы узнать, как наши передовые технологии печей могут трансформировать ваши операции пакетной закалки.
Визуальное руководство
Ссылки
- Zaiyong Ma, Jingbo Ma. Research on the uniformity of cooling of gear ring parts under vacuum high-pressure gas quenching. DOI: 10.1088/1742-6596/3080/1/012130
Эта статья также основана на технической информации из Kintek Furnace База знаний .
Связанные товары
- Печь с контролируемой инертной атмосферой азота, 1200℃
- Вакуумная термообработанная печь для спекания с давлением для вакуумного спекания
- Печь для спекания и пайки с вакуумной термообработкой
- Печь с управляемой атмосферой с сетчатым поясом Печь с инертной азотной атмосферой
- Печь с контролируемой инертной азотно-водородной атмосферой
Люди также спрашивают
- Каковы ключевые преимущества точного контроля температуры в печи с контролируемой атмосферой? Откройте для себя превосходное качество и эффективность
- Каковы эксплуатационные соображения для печи с контролируемой атмосферой? Ключевые факторы для обработки материалов
- Каковы четыре основных типа контролируемых атмосфер, используемых в этих печах? Оптимизируйте ваши процессы термообработки
- Почему равномерный поток атмосферы важен в печи с контролируемой атмосферой? Обеспечение стабильных результатов и предотвращение дорогостоящих сбоев
- Почему для удаления связующего из 316L требуется печь с контролируемой атмосферой? Обеспечение структурной целостности и отсутствия трещин



















