При вакуумной пайке зазор в соединении является самым критически важным фактором для создания качественного, высокопрочного металлургического соединения. Этот зазор между сопрягаемыми поверхностями должен быть точно контролируемым, поскольку он напрямую определяет капиллярное действие, которое втягивает расплавленный присадочный металл в соединение. Без правильного зазора присадочный металл либо не сможет течь, либо не сможет сформировать прочное, непрерывное соединение.
Успех или неудача паяного соединения принципиально определяются его зазором. Хотя такие факторы, как чистота и температура, имеют решающее значение, они лишь поддерживают основной физический принцип: капиллярное действие требует специфического, строго контролируемого зазора для правильного функционирования.

Физика течения присадочного материала
Весь принцип пайки основан на использовании капиллярного действия для распределения тонкого слоя расплавленного присадочного металла между двумя плотно подогнанными поверхностями.
Что такое капиллярное действие?
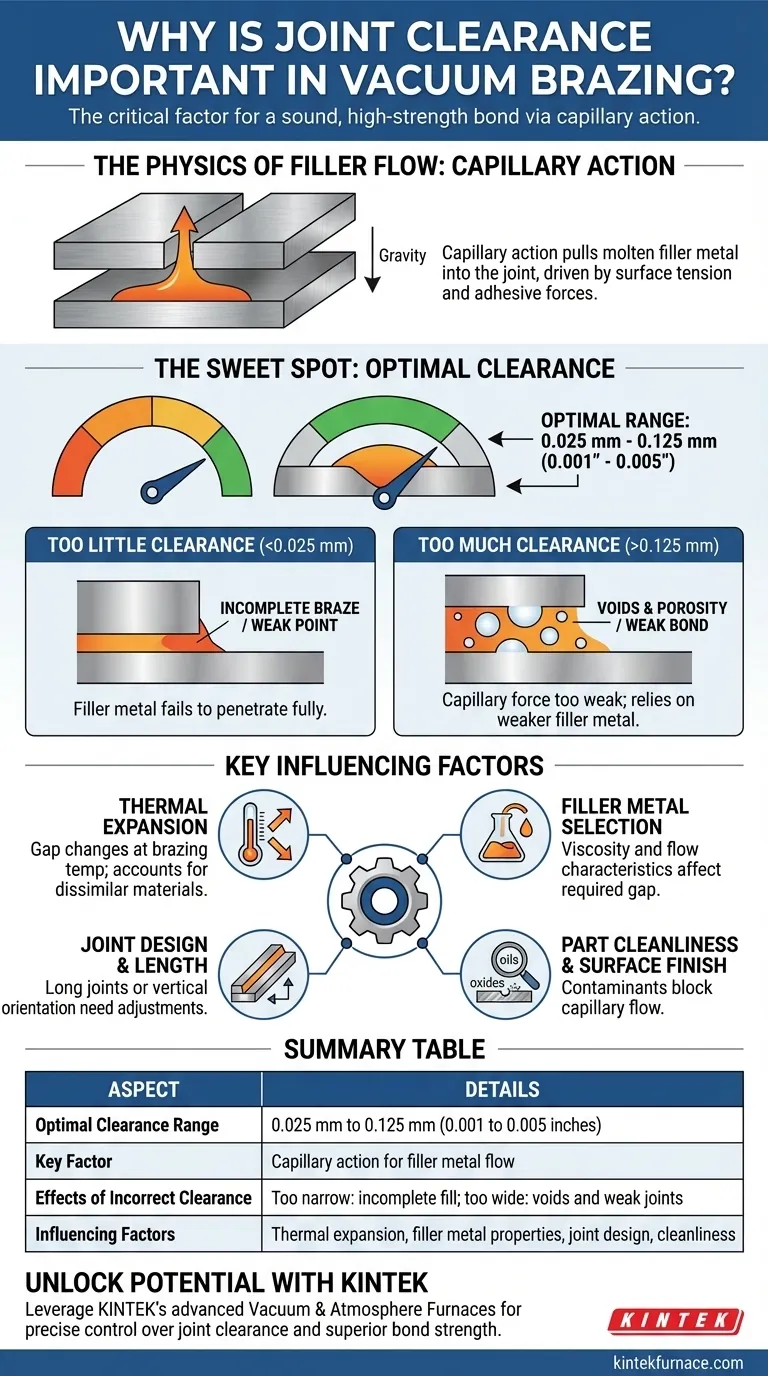
Капиллярное действие — это тенденция жидкости втягиваться в узкое пространство, даже против таких противодействующих сил, как гравитация. Это явление обусловлено поверхностным натяжением жидкости и силами адгезии между жидкостью и поверхностями зазора.
При пайке расплавленный присадочный металл «втягивается» в соединение этой силой, обеспечивая смачивание поверхностей и заполнение всего зазора.
«Оптимальная зона» для зазора
Для большинства распространенных паяльных присадочных материалов оптимальный зазор в соединении составляет от 0,025 мм до 0,125 мм (приблизительно от 0,001 до 0,005 дюйма).
Этот диапазон обеспечивает достаточно сильное капиллярное усилие, чтобы протянуть присадочный металл по всей длине соединения, и при этом достаточно широк, чтобы обеспечить беспрепятственное течение жидкого металла.
Проблема слишком малого зазора
Если зазор в соединении слишком узкий, расплавленный присадочный металл может не проникнуть в зазор полностью. Это приводит к незавершенной пайке с большими, неспаянными участками, создающими значительное слабое место.
Проблема слишком большого зазора
Если зазор слишком широк, капиллярная сила становится слишком слабой, чтобы протянуть присадочный металл по всему соединению. Это приводит к пустотам, пористости и неполному соединению.
В этом сценарии прочность соединения становится зависимой от прочности самого присадочного металла, что значительно слабее, чем у правильно пропаянного соединения, где основные металлы удерживаются тонким, мощным швом.
Понимание ключевых влияющих факторов
Достижение правильного зазора при температуре пайки сложнее, чем просто механическая обработка деталей до определенных размеров. Необходимо учитывать несколько факторов.
Тепловое расширение
Это критический фактор. Зазор в соединении, указанный на чертеже, — это зазор при комнатной температуре. Когда сборка нагревается до температуры пайки, различные детали будут расширяться.
Если вы паяете разнородные материалы с разными коэффициентами теплового расширения, зазор может либо сомкнуться, либо значительно расшириться при этой температуре. Это должно быть рассчитано и учтено в первоначальном проекте.
Выбор присадочного материала
Различные присадочные материалы имеют разную вязкость и характеристики текучести. Более текучий присадочный материал может лучше работать при более узком зазоре, в то время как более вязкий может потребовать немного большего зазора для обеспечения полного течения.
Конструкция и длина соединения
Расстояние, которое должен преодолеть присадочный металл, имеет значение. Очень длинное соединение может потребовать зазора в верхней части оптимального диапазона, чтобы гарантировать, что присадочный материал проникнет до самого конца до затвердевания. Ориентация соединения (горизонтальная по сравнению с вертикальной) также влияет на действие гравитации на течение присадочного материала.
Чистота деталей и чистота поверхности
Хотя это не является прямым аспектом зазора, состояние поверхностей основного металла имеет первостепенное значение. Любые оксиды, масла или загрязнения нарушат смачивание и помешают капиллярному течению, эффективно блокируя присадочный металл, даже если механический зазор идеален.
Как применить это к вашему проекту
Выбор оптимального зазора требует балансировки этих факторов с учетом основной цели для компонента.
- Если ваш основной акцент делается на максимальной механической прочности: Стремитесь к более узкому концу оптимального диапазона (например, от 0,025 до 0,05 мм), поскольку это, как правило, создает самое прочное соединение.
- Если ваш основной акцент — обеспечение полного заполнения соединения на больших или сложных деталях: Рассмотрите зазор в середине или верхней части диапазона (например, от 0,05 до 0,125 мм) для облегчения течения присадочного металла на больших расстояниях.
- Если ваш основной акцент — пайка разнородных материалов: Ваш первый шаг должен заключаться в расчете зазора в соединении при температуре пайки, чтобы гарантировать, что зазор остается в оптимальном диапазоне в течение теплового цикла.
Правильный контроль зазора в соединении — это не просто лучшая практика; это фундаментальный принцип, определяющий успех паяного соединения.
Сводная таблица:
| Аспект | Детали |
|---|---|
| Оптимальный диапазон зазоров | От 0,025 мм до 0,125 мм (от 0,001 до 0,005 дюйма) |
| Ключевой фактор | Капиллярное действие для течения присадочного металла |
| Последствия неправильного зазора | Слишком узкий: неполное заполнение; слишком широкий: пустоты и слабые соединения |
| Влияющие факторы | Тепловое расширение, свойства присадочного металла, конструкция соединения, чистота |
Раскройте весь потенциал ваших процессов вакуумной пайки с KINTEK! Используя исключительные возможности НИОКР и собственное производство, мы предлагаем передовые высокотемпературные печные системы, такие как вакуумные печи и печи с контролируемой атмосферой, а также CVD/PECVD системы, адаптированные к вашим уникальным потребностям. Наши глубокие возможности по индивидуальной настройке обеспечивают точный контроль над зазором в соединениях и другими критическими параметрами для превосходной прочности и надежности шва. Не позволяйте неправильному зазору скомпрометировать ваши результаты — свяжитесь с нами сегодня, чтобы обсудить, как наш опыт может повысить эффективность и успех вашей лаборатории!
Визуальное руководство
Связанные товары
- Печь для спекания и пайки с вакуумной термообработкой
- Вакуумный горячий пресс печь машина для ламинирования и отопления
- Быстросъемная вакуумная цепь из нержавеющей стали с трехсекционным зажимом
- 304 316 Нержавеющая сталь Высокий вакуум шаровой запорный клапан для вакуумных систем
- Слепая пластина вакуумного фланца KF ISO из нержавеющей стали для систем высокого вакуума
Люди также спрашивают
- Каковы технические преимущества использования фольги Ti-35Ni-25Nb? Высокая вязкость и стабильность бета-фазы.
- Каково одно из важнейших применений вакуумных печей для термообработки в аэрокосмической отрасли? Достижение превосходной прочности алюминиевых сплавов для авиации
- Каковы этапы типичной вакуумной пайки? Освойте процесс для получения прочных, чистых соединений
- Какова температура пайки в вакуумной печи? Оптимизируйте прочность и чистоту Вашего соединения
- Какова роль высокоточных печей в термообработке Inconel 718? Мастер микроструктурной инженерии



















