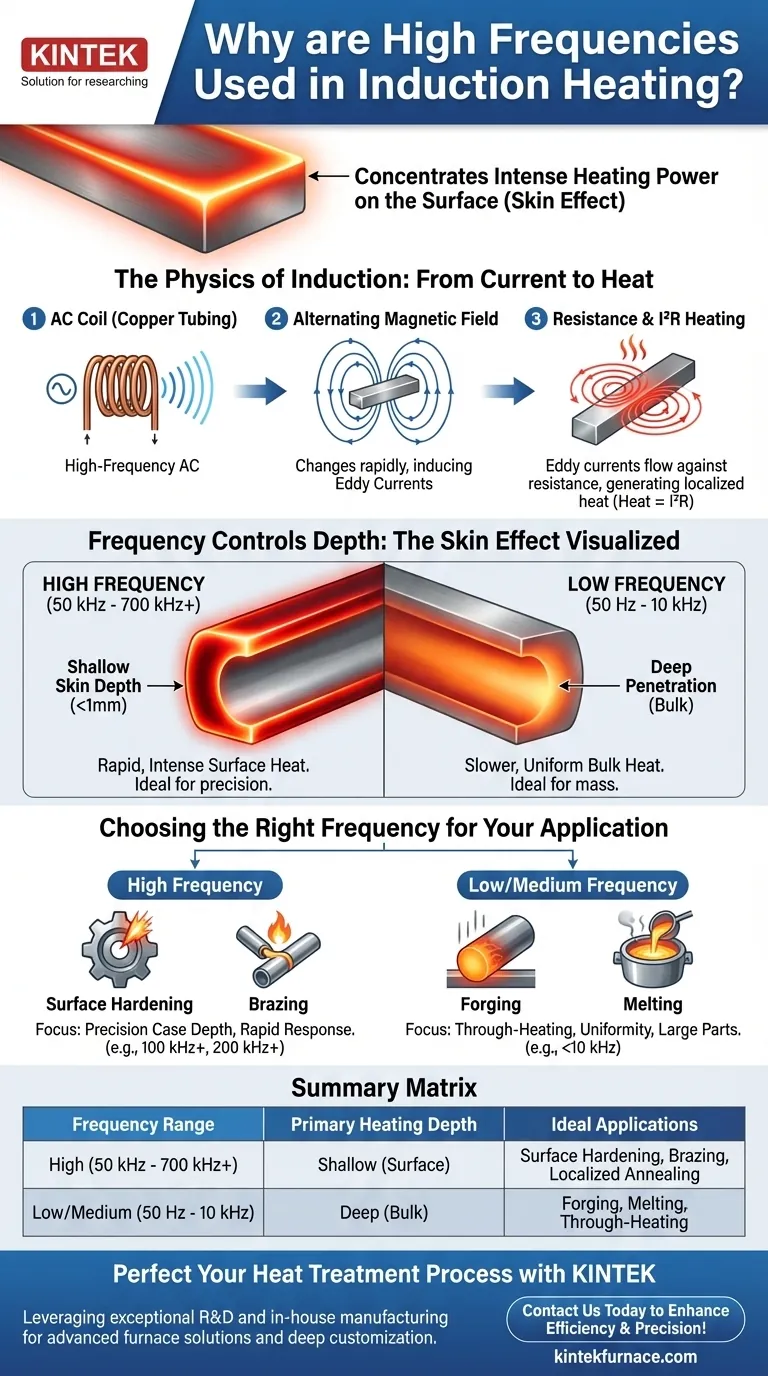
Коротко говоря, высокие частоты используются в индукционном нагреве для концентрации огромной тепловой мощности на самой поверхности металлической детали. Это достигается благодаря физическому принципу, известному как «скин-эффект», при котором токи более высокой частоты вынуждены течь в более тонком слое. Такая концентрация приводит к чрезвычайно быстрому, эффективному и точному нагреву, что идеально подходит для таких применений, как поверхностная закалка и пайка.
Основной принцип, который необходимо понять, заключается в том, что частота напрямую контролирует глубину нагрева. Высокая частота означает неглубокий, интенсивный поверхностный нагрев, в то время как низкая частота означает более глубокий, медленный, объемный нагрев. Выбор заключается не в том, что один вариант универсально «лучше», а в выборе правильного инструмента для конкретной металлургической цели.

Физика индукции: от тока к теплу
Чтобы понять роль частоты, мы должны сначала рассмотреть, как работает индукционный нагрев на фундаментальном уровне. Это бесконтактный процесс, который превращает кусок металла в собственный нагревательный элемент.
Переменное магнитное поле
Процесс начинается с индукционной катушки, обычно изготовленной из медной трубки. Через эту катушку пропускается высокочастотный переменный ток (AC).
Этот переменный ток генерирует мощное и быстро меняющееся магнитное поле в пространстве вокруг и внутри катушки. Заготовка помещается в это поле, никогда не касаясь самой катушки.
Индуцирование вихревых токов
Согласно закону индукции Фарадея, это меняющееся магнитное поле индуцирует небольшие круговые электрические токи внутри проводящей заготовки. Они известны как вихревые токи.
Сопротивление и нагрев I²R
Эти вихревые токи не просто свободно текут; они текут против присущего металлу электрического сопротивления. Это сопротивление генерирует интенсивное локализованное тепло в соответствии с принципом Джоулева нагрева (Тепло = I²R).
Именно сопротивление потоку этих индуцированных вихревых токов фактически нагревает деталь.
Почему частота является критическим параметром управления
Хотя вышеуказанные принципы постоянны, частота переменного тока является основным параметром, который инженер может регулировать. Этот единственный параметр фундаментально изменяет поведение и результат процесса.
Введение скин-эффекта
Переменные электрические токи не текут равномерно по проводнику. Они имеют тенденцию концентрироваться на внешней поверхности, или «коже», материала. Это явление называется скин-эффектом.
Сила этого эффекта прямо пропорциональна частоте тока.
Связь между частотой и глубиной
По мере увеличения частоты переменного тока глубина, на которую могут проникать вихревые токи, уменьшается.
Эта эффективная глубина известна как глубина скин-слоя или глубина проникновения. Для многих высокочастотных индукционных применений (выше 100 кГц) эта глубина может быть менее одного миллиметра.
Плотность тока и эффективность нагрева
Скин-эффект заставляет индуцированный ток проходить через очень малую площадь поперечного сечения. Это значительно увеличивает плотность тока на поверхности.
Поскольку мощность нагрева пропорциональна квадрату тока (I²R), это массовое увеличение плотности тока приводит к чрезвычайно быстрому и эффективному нагреву, но только в этом тонком поверхностном слое.
Понимание компромиссов
Решение использовать высокую или низкую частоту является критическим инженерным компромиссом, основанным исключительно на желаемом результате. Не существует единой «лучшей» частоты.
Случай для высокой частоты (50 кГц - 700 кГц+)
Высокие частоты являются стандартным выбором для применений, требующих точного поверхностного нагрева. Малая глубина скин-слоя гарантирует, что нагревается только внешний слой детали, оставляя сердцевину холодной и сохраняя ее первоначальные свойства.
Это идеально подходит для поверхностной закалки шестерен, пайки небольших соединений и отжига определенных участков без воздействия на остальную часть компонента.
Случай для низкой и средней частоты (50 Гц - 10 кГц)
Когда цель состоит в нагреве всей массы детали, требуется более низкая частота. Низкочастотные магнитные поля проникают гораздо глубже в металл.
Это позволяет вихревым токам проходить через больший объем, генерируя более медленный, более равномерный нагрев. Этот метод, известный как сквозной нагрев, необходим для таких применений, как ковка больших заготовок или плавка металлов в тигле.
Оборудование и фактор стоимости
Как правило, генерация более высоких частот требует более сложных и дорогих источников питания. Выбор частоты также влияет на конструкцию самой индукционной катушки, добавляя еще один уровень практического рассмотрения.
Выбор правильной частоты для вашего применения
Выбор правильной частоты не является произвольным; это самое важное решение при разработке эффективного процесса индукционного нагрева.
- Если ваша основная цель — поверхностная закалка или точная глубина упрочненного слоя: используйте высокую частоту (100 кГц+), чтобы создать неглубокую, концентрированную зону нагрева.
- Если ваша основная цель — сквозной нагрев большой детали для ковки: используйте низкую частоту (менее 10 кГц), чтобы обеспечить глубокое проникновение тепла в сердцевину для однородности.
- Если ваша основная цель — нагрев мелких деталей или тонкостенных труб: используйте очень высокую частоту (200 кГц+) для быстрого отклика, который быстро нагревает деталь без перегрева.
В конечном итоге, частота является основным инструментом, который инженер использует для адаптации процесса индукционного нагрева к конкретному материалу и желаемому результату.
Сводная таблица:
| Диапазон частот | Основная глубина нагрева | Идеальные применения |
|---|---|---|
| Высокая (50 кГц - 700 кГц+) | Неглубокая (поверхность) | Поверхностная закалка, пайка, локальный отжиг |
| Низкая/Средняя (50 Гц - 10 кГц) | Глубокая (объемная) | Ковка, плавка, сквозной нагрев |
Нужно усовершенствовать процесс термообработки?
Используя исключительные научно-исследовательские разработки и собственное производство, KINTEK предоставляет разнообразным лабораториям передовые высокотемпературные печи. Наша линейка продуктов, включающая муфельные, трубчатые, роторные печи, вакуумные и атмосферные печи, а также системы CVD/PECVD, дополняется нашей сильной способностью к глубокой индивидуальной настройке для точного соответствия уникальным экспериментальным требованиям.
Независимо от того, требуется ли вам точная поверхностная закалка или равномерный объемный нагрев, наши эксперты помогут вам выбрать правильное оборудование для ваших конкретных металлургических целей.
Свяжитесь с нами сегодня, чтобы обсудить, как наши решения могут повысить эффективность и точность вашей лаборатории!
Визуальное руководство
Связанные товары
- 600T вакуумный индукционный горячий пресс вакуумная термообработка и спекание печь
- Машина печи трубки CVD с несколькими зонами нагрева для оборудования химического осаждения из паровой фазы
- Вакуумная индукционная плавильная печь и дуговая плавильная печь
- 2200 ℃ Графитовая вакуумная печь для термообработки
- 9MPa воздушного давления вакуумной термообработки и спекания печь
Люди также спрашивают
- Как печь для спекания в вакууме под давлением способствует достижению высокой плотности и чистоты Cu/Ti3SiC2/C/MWCNTs?
- Как печь для спекания в вакуумной горячей прессовке предотвращает разбухание меди при спекании? Решение проблем расширения Fe-Cu
- Каковы ключевые преимущества вакуумных печей горячего прессования? Достижение превосходной плотности и чистоты материалов
- Как вакуумная среда в печи спекания с вакуумным горячим прессованием защищает керамику, содержащую хром? Узнайте.
- Почему для керамики из сульфида цинка (ZnS) используется вакуумная горячая прессовка (VHP)? Достижение превосходной ИК-прозрачности и механической прочности















