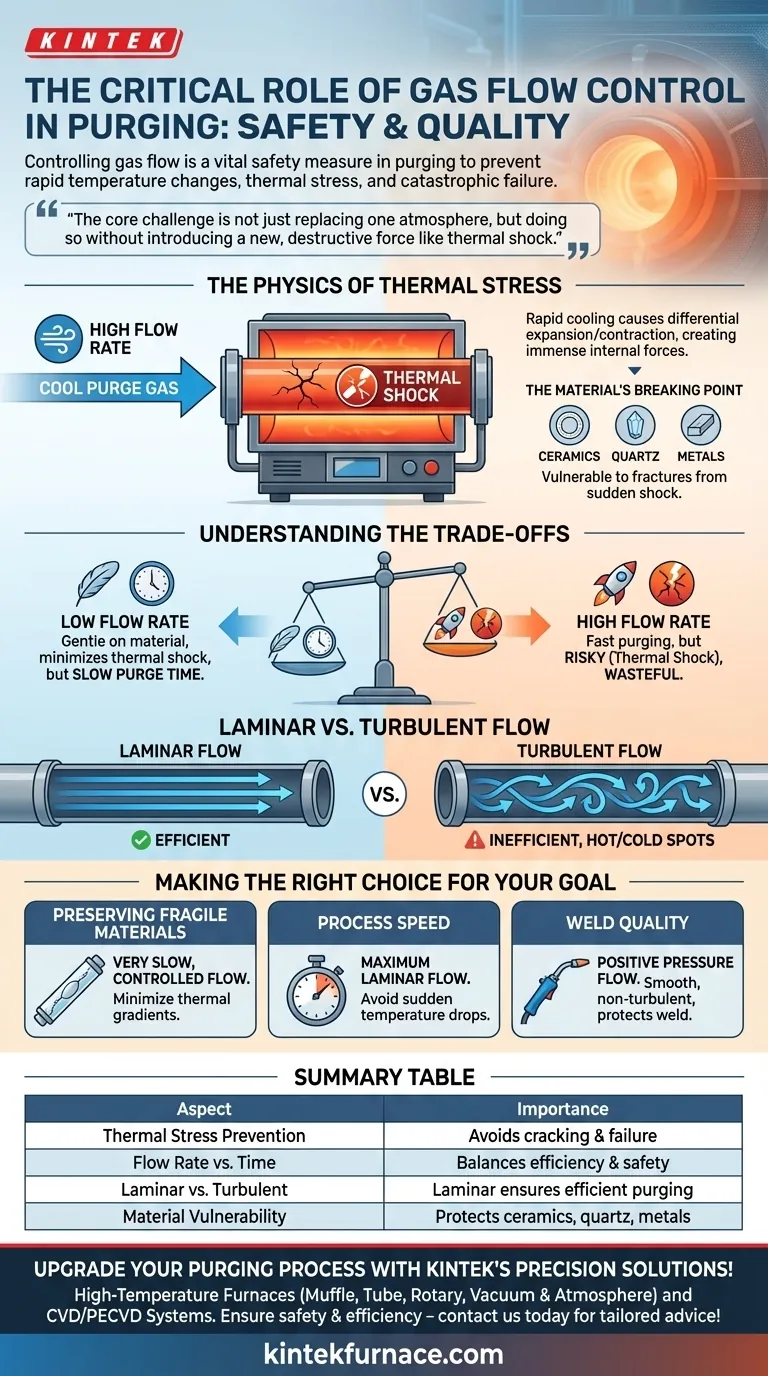
При любой операции продувки контроль скорости потока газа является важнейшей мерой безопасности и качества. Основная причина заключается в предотвращении больших, быстрых перепадов температур внутри продуваемого материала, что может создавать значительные внутренние силы, известные как тепловое напряжение, и в конечном итоге привести к растрескиванию и катастрофическому отказу.
Основная задача продувки — не просто заменить одну атмосферу другой, а сделать это, не создавая новой разрушительной силы. Неконтролируемый поток газа вызывает термический шок, который может нарушить структурную целостность всей вашей системы.
Физика теплового напряжения
Чтобы понять, почему скорость потока так важна, мы должны сначала понять разрушительный потенциал быстрых изменений температуры.
Что такое тепловое напряжение?
Материалы расширяются при нагревании и сжимаются при охлаждении. Тепловое напряжение возникает, когда одна часть объекта пытается расшириться или сжаться с другой скоростью, чем другая часть.
Этот перепад создает внутренние силы растяжения и сжатия. Если эти силы превышают прочность материала, он треснет или деформируется.
Как неконтролируемый поток создает напряжение
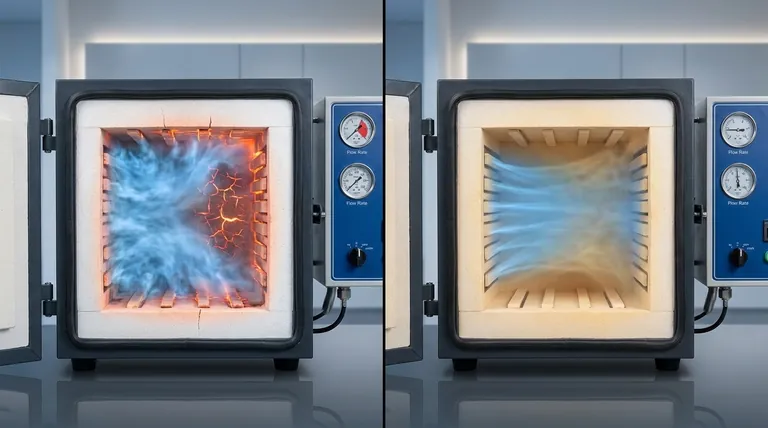
Продувка часто включает подачу газа при температуре окружающей среды в систему, которая горячая, например, в трубчатую печь или недавно сваренную трубу.
Высокая, неконтролируемая скорость потока действует как струя холодного воздуха. Она быстро охлаждает внутреннюю поверхность трубы, в то время как основная часть материала остается горячей.
Этот экстремальный температурный градиент — горячий снаружи, холодный внутри — вызывает бурное сжатие внутренней поверхности, в то время как внешний материал сопротивляется, создавая огромное внутреннее напряжение.
Точка разрушения материала
Материалы, такие как керамика, кварц и некоторые металлы, особенно подвержены тепловому напряжению, особенно когда они уже находятся при высоких температурах. Внезапный шок от сильного потока холодного продувочного газа может легко стать точкой разрушения, вызывая трещины, которые ставят под угрозу процесс и оборудование.
Понимание компромиссов
Правильное управление потоком продувочного газа — это баланс между эффективностью и безопасностью. Игнорирование компромиссов может привести к сбою процессов или повреждению оборудования.
Скорость потока против времени продувки
Очень низкая скорость потока будет мягкой для материала и минимизирует термический шок, но для полного вытеснения существующей атмосферы может потребоваться непрактично много времени.
И наоборот, высокая скорость потока быстро продувает объем, но резко увеличивает риск термического шока и растрескивания. Это также может быть расточительным, используя больше газа, чем необходимо.
Ламинарный против турбулентного потока
Идеальная продувка использует ламинарный поток, где газ движется гладкими, параллельными слоями. Это эффективно и предсказуемо вытесняет нежелательную атмосферу снизу вверх или с одного конца в другой.
Высокие скорости потока создают турбулентный поток, где газ хаотично завихряется. Турбулентность не только неэффективна для продувки, но также может создавать локальные горячие и холодные точки, усугубляя тепловое напряжение. При сварке турбулентность может даже затянуть загрязнители из атмосферы обратно в инертную среду.
Принятие правильного выбора для вашей цели
Оптимальная скорость потока полностью зависит от вашего конкретного процесса и приоритетов.
- Если ваш основной фокус — сохранение хрупких материалов (например, кварцевых трубок): Используйте очень медленную, контролируемую скорость потока и допускайте более длительное время продувки для минимизации тепловых градиентов.
- Если ваш основной фокус — скорость процесса: Определите максимальную скорость потока, которая поддерживает ламинарный поток и не вызывает внезапного, значительного падения температуры в вашей системе.
- Если ваш основной фокус — качество сварного шва: Используйте скорость потока, достаточную для создания положительного давления и вытеснения кислорода, обеспечивая плавный, нетурбулентный поток, который защищает сварочную ванну, не вызывая загрязнения или термического шока.
Освоение вашего процесса начинается с освоения контроля над каждой переменной, особенно над потоком газа.
Сводная таблица:
| Аспект | Важность |
|---|---|
| Предотвращение теплового напряжения | Позволяет избежать растрескивания и отказа из-за быстрых изменений температуры |
| Скорость потока против времени продувки | Баланс между эффективностью и безопасностью; низкий поток бережный, но медленный, высокий поток быстрый, но рискованный |
| Ламинарный против турбулентного потока | Ламинарный поток обеспечивает эффективную, предсказуемую продувку; турбулентный поток вызывает напряжение и неэффективность |
| Уязвимость материала | Защищает керамику, кварц и металлы от термического шока во время продувки |
Обновите свой процесс продувки с помощью прецизионных решений KINTEK! Используя превосходные исследования и разработки, а также собственное производство, мы предлагаем передовые высокотемпературные печи, такие как муфельные, трубчатые, ротационные, вакуумные и атмосферные печи, а также системы CVD/PECVD, с глубокой кастомизацией для удовлетворения ваших уникальных потребностей. Обеспечьте безопасность и эффективность — свяжитесь с нами сегодня для получения индивидуальной консультации!
Визуальное руководство
Связанные товары
- Лабораторная трубчатая печь высокой температуры 1400℃ с трубкой из глинозема
- 1800℃ высокотемпературная муфельная печь для лаборатории
- Высокотемпературная лабораторная трубчатая печь 1700℃ с корундовой трубкой
- 1700℃ высокотемпературная муфельная печь для лаборатории
- Муфельная печь 1200℃ для лабораторий
Люди также спрашивают
- Как высокотемпературные лабораторные трубчатые печи обеспечивают стабильность окружающей среды? Советы по точному термическому восстановлению
- Какую роль играют высокопроизводительные муфельные или трубчатые печи в спекании LATP? Мастер-классы по уплотнению и ионной проводимости
- Почему для прокаливания NiWO4 требуется высокотемпературная трубчатая печь? Получение высокоэффективных катодных материалов
- Каков механизм высокотемпературной печи при спекании Bi-2223? Достижение точного фазового превращения
- Какие факторы следует учитывать при выборе высокотемпературной трубчатой печи? Обеспечьте точность и надежность для вашей лаборатории



















