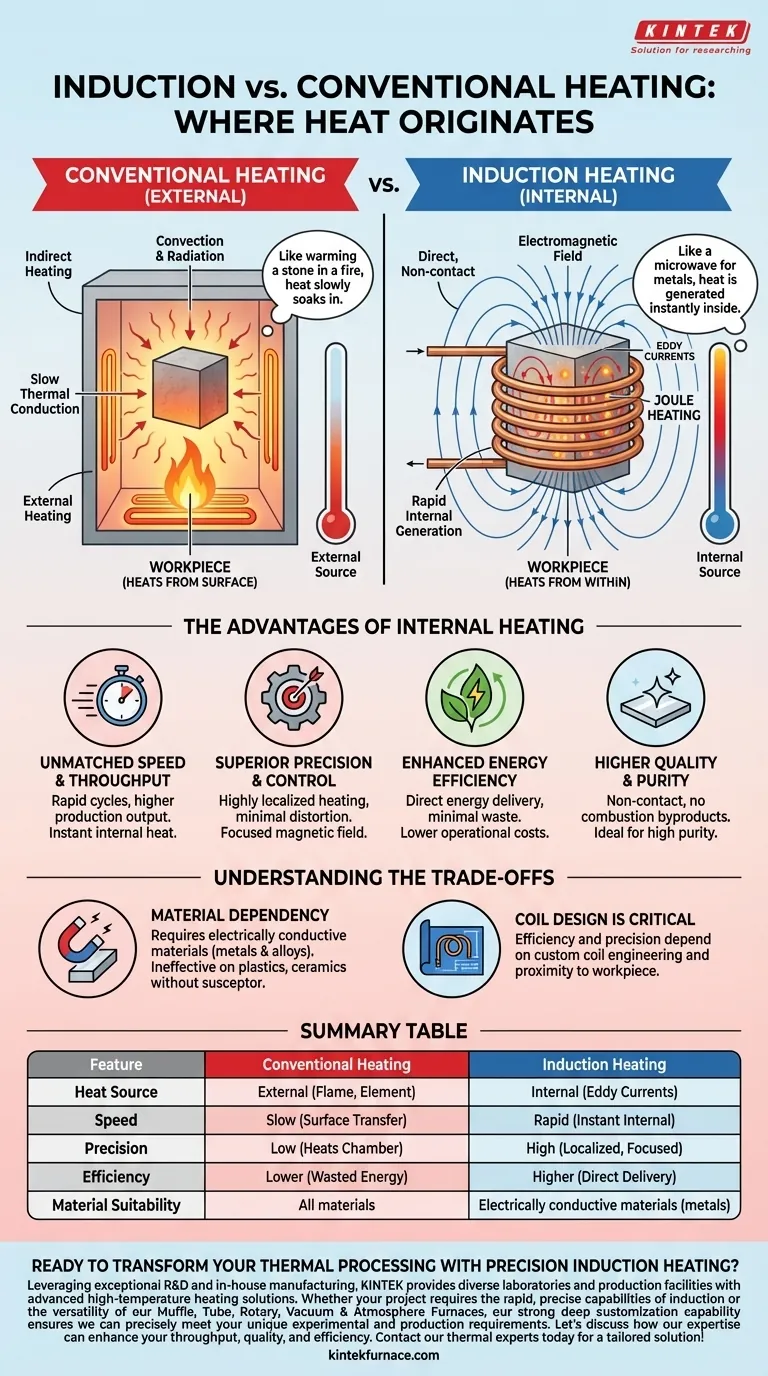
Фундаментальное различие между индукционным и традиционным нагревом заключается в источнике возникновения тепла. Традиционные методы, такие как газовая или электрическая печь, полагаются на внешние источники тепла, которые используют конвекцию и излучение для медленного нагрева поверхности материала. В отличие от этого, индукционный нагрев использует магнитное поле для генерации тепла непосредственно внутри самого материала, минуя медленный процесс внешнего теплообмена.
В то время как традиционный нагрев зависит от медленной внешней передачи тепла, индукционный нагрев действует как микроволновая печь для металлов, генерируя быстрое, точное и эффективное тепло изнутри материала. Это основное различие обуславливает значительные преимущества в скорости, контроле и общем качестве процесса.
Основной механизм: внутреннее против внешнего тепловыделения
Чтобы по-настоящему понять последствия, необходимо разобраться в физике, лежащей в основе каждого метода. Подход к передаче тепловой энергии определяет эффективность, скорость и конечное качество процесса.
Как работают традиционные печи (конвекция и излучение)
Традиционные методы являются непрямыми. Газовое пламя или электрический нагревательный элемент сначала нагревают камеру печи.
Затем это тепло передается на поверхность заготовки посредством конвекции (движения горячего воздуха) и излучения (инфракрасной энергии).
Наконец, тепло должно медленно проходить от поверхности к сердцевине материала посредством теплопроводности. Это часто самая медленная и наименее эффективная часть процесса.
Как работает индукционный нагрев (электромагнитная индукция)
Индукционный нагрев — это прямой бесконтактный процесс. Переменный ток пропускается через индукционную катушку, создавая сильное и быстро меняющееся магнитное поле.
Когда электропроводящая заготовка помещается в это поле, в материале индуцируются циркулирующие электрические токи, известные как токи Фуко (вихревые токи).
Естественное электрическое сопротивление материала противодействует этим токам, что приводит к интенсивному и мгновенному выделению тепла (джоулево тепло). Тепло возникает внутри самой заготовки.
Практические преимущества внутреннего нагрева
Генерация тепла внутри — это не просто новинка; это обеспечивает преобразующие преимущества, которые имеют решающее значение для современных промышленных и исследовательских применений.
Непревзойденная скорость и пропускная способность
Поскольку тепло генерируется мгновенно и внутри, время обработки резко сокращается по сравнению с ожиданием, пока тепло проникнет из внешнего источника.
Это напрямую приводит к более быстрым производственным циклам и значительному увеличению выпуска продукции, что делает его идеальным для крупносерийного производства.
Превосходная точность и контроль
Магнитное поле может быть точно сфокусировано формой и конструкцией индукционной катушки.
Это позволяет осуществлять высоко локализованный нагрев, что делает возможными такие процессы, как поверхностная закалка зубчатого колеса без размягчения сердцевины или пайка соединения без повреждения близлежащих чувствительных компонентов.
Повышенная энергоэффективность
Энергия доставляется непосредственно к заготовке, туда, где она необходима. Очень мало энергии тратится на нагрев окружающего воздуха или стенок печи.
Эта прямая передача приводит к значительно более высокой энергоэффективности и, следовательно, к снижению эксплуатационных расходов на электроэнергию.
Более высокое качество и чистота
Будучи бесконтактным методом, заготовка никогда не соприкасается с пламенем или нагревательным элементом. Это полностью исключает риск загрязнения продуктами сгорания или контактными материалами.
Это важно для применений, требующих высокой чистоты, таких как плавление сплавов медицинского класса или обработка материалов в вакууме или инертной атмосфере.
Понимание компромиссов
Несмотря на свою мощность, индукционный нагрев не является универсальным решением. Понимание его ограничений является ключом к принятию объективного решения.
Зависимость от материала
Основное требование индукционного нагрева заключается в том, что целевой материал должен быть электропроводным. Он исключительно хорошо работает с металлами и сплавами.
Он неэффективен для нагрева непроводящих материалов, таких как большинство пластмасс, стекла или керамики, если только они не соединены с проводящим «поглотителем» (susceptor), который нагревается и передает тепло обычным способом.
Конструкция катушки имеет решающее значение
Эффективность и точность процесса полностью зависят от конструкции индукционной катушки и ее близости к заготовке.
Многие применения требуют индивидуально спроектированных катушек для достижения желаемого режима нагрева, что добавляет уровень специфического проектирования к установке.
Выбор правильного решения для вашей цели
Выбор между индукционным и традиционным нагревом полностью зависит от приоритетов вашего проекта.
- Если ваш основной приоритет — максимальная пропускная способность и скорость: Быстрое внутреннее тепловыделение индукционного нагрева почти всегда является лучшим выбором.
- Если ваш основной приоритет — контроль процесса и качество продукции: Точность и бесконтактный характер индукционного нагрева минимизируют дефекты, термические искажения и загрязнения.
- Если ваш основной приоритет — низкая начальная стоимость для общего объемного нагрева: Традиционная печь может быть более экономичным отправным пунктом, особенно если ваши материалы не являются проводящими.
В конечном счете, понимание того, что индукционный нагрев происходит изнутри наружу, является ключом к использованию его преобразующего потенциала для вашего конкретного применения.
Сводная таблица:
| Характеристика | Традиционный нагрев | Индукционный нагрев |
|---|---|---|
| Источник тепла | Внешний (пламя, элемент) | Внутренний (токи Фуко) |
| Скорость | Медленная (теплопередача с поверхности) | Быстрая (мгновенная внутренняя генерация) |
| Точность | Низкая (нагревает всю камеру) | Высокая (локализованный, сфокусированный нагрев) |
| Эффективность | Ниже (энергия тратится на нагрев воздуха/камеры) | Выше (энергия доставляется непосредственно к детали) |
| Пригодность материала | Все материалы | Электропроводящие материалы (металлы) |
Готовы трансформировать вашу термическую обработку с помощью прецизионного индукционного нагрева?
Используя исключительные возможности НИОКР и собственное производство, KINTEK поставляет разнообразным лабораториям и производственным мощностям передовые высокотемпературные нагревательные решения. Независимо от того, требует ли ваш проект быстрых и точных возможностей индукционного нагрева или универсальности наших муфельных, трубчатых, роторных, вакуумных и атмосферных печей, наша сильная способность к глубокой кастомизации гарантирует точное соответствие вашим уникальным экспериментальным и производственным требованиям.
Давайте обсудим, как наш опыт может повысить вашу пропускную способность, качество и эффективность. Свяжитесь с нашими экспертами по термическим процессам сегодня для получения индивидуального решения!
Визуальное руководство
Связанные товары
- 600T вакуумный индукционный горячий пресс вакуумная термообработка и спекание печь
- Вакуумная индукционная плавильная печь и дуговая плавильная печь
- Вакуумная печь для термообработки с футеровкой из керамического волокна
- Печь для спекания и пайки с вакуумной термообработкой
- 2200 ℃ Графитовая вакуумная печь для термообработки
Люди также спрашивают
- Почему при изготовлении керамических инструментов с металлическими связующими в вакуумной печи горячего прессования требуется вакуумная среда? Обеспечение чистоты для превосходной производительности инструмента
- Каковы ключевые преимущества вакуумных печей горячего прессования? Достижение превосходной плотности и чистоты материалов
- Каковы преимущества использования печи для спекания в вакуумном горячем прессовании для получения композитов с медной матрицей, армированных углеродными нанотрубками, с высокой плотностью? Достижение максимальной плотности и чистоты для превосходных харак
- Как печь для спекания в вакуумной горячей прессовке предотвращает разбухание меди при спекании? Решение проблем расширения Fe-Cu
- Каковы преимущества использования печи для спекания с вакуумным горячим прессованием при подготовке композитов на основе алюминиевой матрицы SiCw/2024? Создание высокоэффективных аэрокосмических материалов












