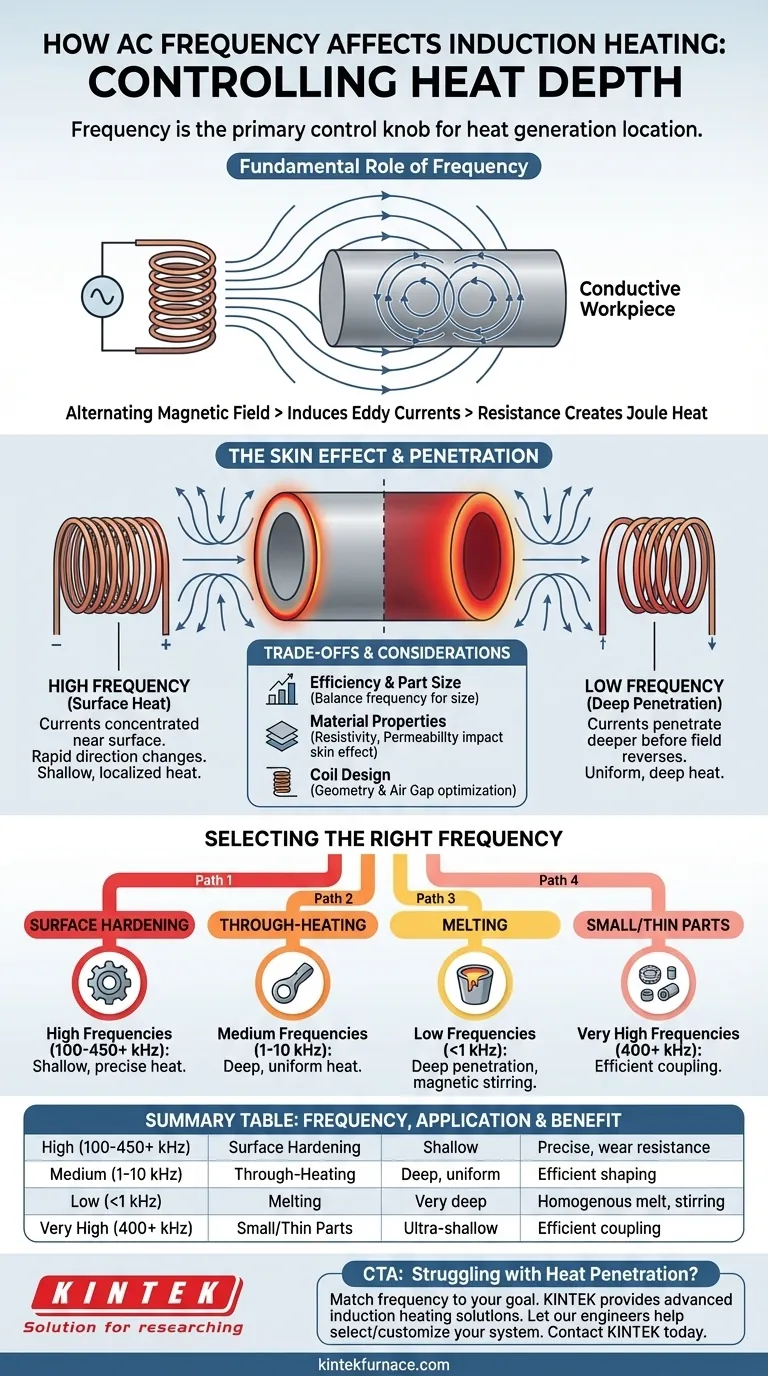
При индукционном нагреве частота является основным регулятором, определяющим, где генерируется тепло внутри материала. Частота переменного тока (AC) напрямую определяет глубину проникновения тепла. Высокие частоты создают неглубокое, поверхностное тепло, в то время как низкие частоты проникают глубже в деталь.
Выбор правильной частоты заключается не в том, чтобы сделать что-то «горячее», а в том, чтобы точно контролировать, где генерируется это тепло. Вся эффективность и успех индукционного процесса — от поверхностной закалки шестерни до плавки тигля с металлом — зависят от соответствия частоты материалу и желаемому результату.

Фундаментальная роль частоты
Чтобы понять, как частота контролирует тепло, мы должны сначала рассмотреть основной механизм индукции. Этот процесс основан на создании изменяющегося магнитного поля для генерации тепла без какого-либо физического контакта.
Источник: Переменное магнитное поле
Система индукционного нагрева начинается с катушки, подключенной к источнику переменного тока. Когда переменный ток протекает через эту катушку, он генерирует мощное и быстро меняющееся магнитное поле вокруг нее.
Индукция вихревых токов
Когда проводящая заготовка, такая как кусок стали, помещается в это магнитное поле, поле индуцирует электрические токи внутри детали. Эти циркулирующие токи известны как вихревые токи.
Сопротивление создает тепло
Материал заготовки обладает естественным сопротивлением потоку этих вихревых токов. Это сопротивление создает трение для электронов, что приводит к интенсивному и локализованному нагреву, принципу, известному как джоулево тепло.
Как частота управляет проникновением тепла: Поверхностный эффект
Частота переменного тока — это не просто фоновая деталь; это критический фактор, который диктует поведение вихревых токов из-за явления, называемого поверхностным эффектом.
Что такое поверхностный эффект?
Поверхностный эффект — это тенденция переменного тока концентрироваться вблизи поверхности проводника. Индуцированные вихревые токи наиболее сильны на внешней поверхности заготовки, и их плотность экспоненциально уменьшается к центру.
Высокие частоты: Концентрация тепла на поверхности
Более высокие частоты заставляют магнитное поле быстрее менять направление. Это вынуждает индуцированные вихревые токи течь в очень тонком слое на поверхности материала, поскольку у них нет времени проникнуть глубже до того, как поле изменится.
Результатом является быстрый, концентрированный нагрев в неглубокой зоне. Это идеально подходит для таких применений, как цементация, где требуется твердая, износостойкая поверхность, при этом сердцевина детали остается прочной и пластичной.
Низкие частоты: Проникновение тепла глубже
Более низкие частоты создают медленнее меняющееся магнитное поле. Это дает вихревым токам больше времени для преодоления импеданса материала и проникновения глубже в деталь до того, как они ослабнут.
Это обеспечивает более глубокое, более равномерное распределение тепла. Это предпочтительный метод для приложений сквозного нагрева, таких как ковка, формовка или предварительный нагрев деталей для сварки. Он также используется для плавки больших объемов металла.
Понимание компромиссов и соображений
Выбор частоты — это баланс, который включает в себя не только желаемую глубину нагрева. Эффективность и свойства материала одинаково важны.
Эффективность и размер детали
Для эффективной передачи энергии от катушки к заготовке частота должна соответствовать размеру детали. Слишком низкая частота для очень маленькой детали будет «плохо связываться», что приведет к неэффективному нагреву, поскольку магнитное поле проходит через нее с небольшим взаимодействием.
И наоборот, использование очень высокой частоты на массивной детали, предназначенной для сквозного нагрева, крайне неэффективно. Вы будете тратить энергию на перегрев поверхности, в то время как сердцевина останется холодной.
Свойства материала
Электрическое сопротивление и магнитная проницаемость материала также влияют на поверхностный эффект. Высокопроводящие материалы, такие как медь, требуют других соображений по частоте, чем менее проводящие материалы, такие как сталь, для достижения той же глубины нагрева.
Конструкция катушки и связь
Конструкция самой индукционной катушки неразрывно связана с частотой. Геометрия катушки и ее расстояние от заготовки («воздушный зазор») должны быть оптимизированы для создания сильного, постоянного магнитного поля для выбранной частоты и применения.
Выбор правильной частоты для вашего применения
Ваш выбор частоты должен полностью определяться целью вашего процесса нагрева. Системы могут варьироваться от низкочастотных (сетевая частота 50/60 Гц) до среднечастотных (1-10 кГц) и высокочастотных (более 100 кГц до диапазона МГц).
- Если ваша основная цель — поверхностная или цементационная закалка: Используйте высокие частоты (обычно от 100 кГц до 450 кГц+) для создания неглубокой, точной зоны нагрева.
- Если ваша основная цель — сквозной нагрев для ковки или формовки: Используйте низкие или средние частоты (обычно от 1 кГц до 10 кГц) для равномерного глубокого нагрева детали.
- Если ваша основная цель — плавка больших объемов металла: Используйте очень низкие частоты (ниже 1 кГц) для обеспечения глубокого проникновения и создания эффекта магнитного перемешивания для однородного расплава.
- Если ваша основная цель — нагрев очень маленьких или тонких деталей: Используйте очень высокие частоты (400 кГц и выше) для обеспечения эффективной связи энергии с небольшой массой.
Освоение управления частотой — ключ к раскрытию точности, скорости и эффективности индукционного нагрева.
Сводная таблица:
| Диапазон частот | Основное применение | Проникновение тепла | Ключевое преимущество |
|---|---|---|---|
| Высокие (100 кГц - 450 кГц+) | Поверхностная/цементационная закалка | Неглубокое, поверхностное | Точный, локализованный нагрев для износостойкости |
| Средние (1 кГц - 10 кГц) | Сквозной нагрев (ковка, формовка) | Глубокое, равномерное | Эффективный нагрев сердцевины для формования |
| Низкие (ниже 1 кГц) | Плавка больших объемов | Очень глубокое | Однородный расплав с эффектом перемешивания |
| Очень высокие (400 кГц+) | Нагрев малых/тонких деталей | Ультра-неглубокое | Эффективная связь с малой массой |
Испытываете трудности с достижением нужной глубины нагрева для вашего процесса? Ключ к эффективному и точному индукционному нагреву заключается в соответствии частоты вашему конкретному материалу и цели применения. В KINTEK мы используем наши исключительные исследования и разработки, а также собственное производство для предоставления передовых решений для индукционного нагрева. Независимо от того, нужна ли вам система для поверхностной закалки, глубокого сквозного нагрева или плавки, наш опыт гарантирует оптимальный контроль частоты для ваших уникальных требований.
Позвольте нашим инженерам помочь вам выбрать или настроить идеальную систему. Свяжитесь с KINTEK сегодня, чтобы обсудить, как наши решения для высокотемпературных печей могут повысить возможности и эффективность вашей лаборатории.
Визуальное руководство
Связанные товары
- 600T вакуумный индукционный горячий пресс вакуумная термообработка и спекание печь
- Вакуумная индукционная плавильная печь и дуговая плавильная печь
- Вакуумная печь для термообработки с футеровкой из керамического волокна
- Печь для спекания и пайки с вакуумной термообработкой
- 2200 ℃ Графитовая вакуумная печь для термообработки
Люди также спрашивают
- Каковы преимущества использования печи для спекания в вакуумном горячем прессовании для получения композитов с медной матрицей, армированных углеродными нанотрубками, с высокой плотностью? Достижение максимальной плотности и чистоты для превосходных харак
- Почему при изготовлении керамических инструментов с металлическими связующими в вакуумной печи горячего прессования требуется вакуумная среда? Обеспечение чистоты для превосходной производительности инструмента
- Каково основное технологическое значение печи для спекания методом вакуумного горячего прессования? Освоение плотности магниевого сплава AZ31
- Каковы ключевые преимущества вакуумных печей горячего прессования? Достижение превосходной плотности и чистоты материалов
- Каковы различные типы методов нагрева в печах вакуумного горячего прессования для спекания? Сравните резистивный нагрев и индукционный нагрев












