По своей сути индукционный нагрев быстрее, потому что он генерирует тепло непосредственно внутри нагреваемого материала. В отличие от традиционных методов, которые должны сначала нагреть окружающую среду, а затем передать это тепло на поверхность изделия, индукционный нагрев использует магнитное поле для создания внутренних электрических токов, что приводит к мгновенному и целенаправленному нагреву изнутри.
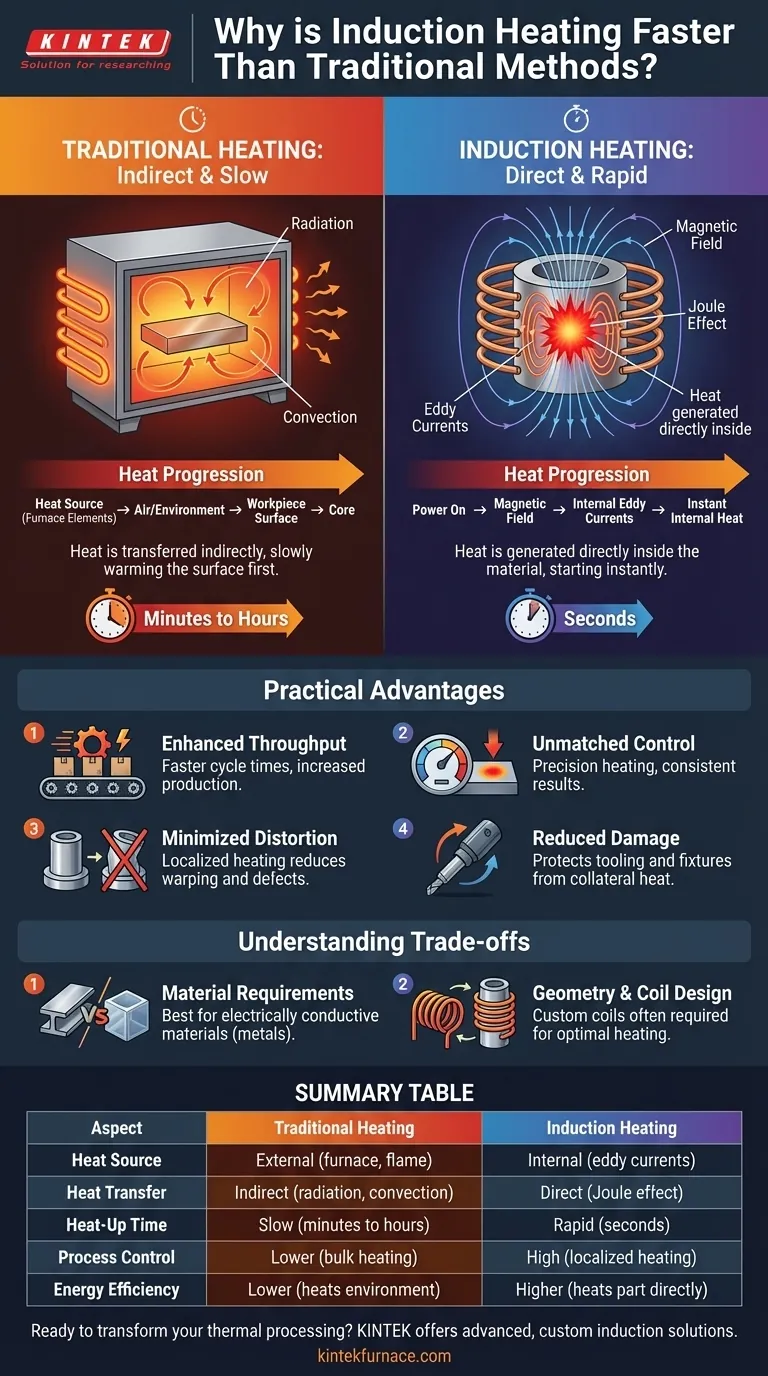
Фундаментальное различие заключается в методе подвода тепла. Традиционный нагрев является косвенным и медленным, зависящим от конвекции и излучения. Индукционный нагрев является прямым и быстрым, фактически превращая заготовку в собственный нагревательный элемент.
Принцип: Прямая против косвенной передачи энергии
Преимущество индукционного нагрева в скорости — это не незначительная деталь; это результат принципиально иного физического процесса по сравнению с обычными печами.
Как работают традиционные печи: Косвенный нагрев
Традиционные методы, такие как газовые или электрические печи сопротивления, работают по принципам конвекции и излучения.
Сначала нагревательные элементы или горелки печи должны нагреться сами. Затем они излучают тепло и нагревают воздух или среду внутри печи (конвекция). Наконец, эта горячая среда медленно передает энергию на поверхность заготовки, которая затем должна проводить это тепло к своей сердцевине. Этот многоступенчатый процесс по своей природе медленный и неэффективный, поскольку значительное количество энергии тратится на нагрев стенок печи и воздуха, а не только детали.
Как работает индукционный нагрев: Прямой нагрев
Индукция обходит медленную, косвенную передачу энергии. Он использует переменный электрический ток, проходящий через медную катушку, для создания мощного и быстро меняющегося магнитного поля.
Когда проводящая заготовка (например, кусок стали) помещается в это поле, поле индуцирует электрические токи, известные как вихревые токи, которые текут внутри материала. Естественное сопротивление материала току этих токов генерирует интенсивное, немедленное тепло — явление, известное как эффект Джоуля. Тепло генерируется внутри самой детали, а не передается ей из внешнего источника.
Немедленное влияние на время нагрева
Поскольку генерация тепла происходит мгновенно и внутренне, время, необходимое для доведения материала до желаемой температуры, резко сокращается. Нет необходимости ждать предварительного нагрева печи или медленного прогрева поверхности компонента за счет конвекции. Нагрев начинается в тот момент, когда включается питание.
Практические преимущества быстрого прямого нагрева
Эта скорость заключается не только в экономии времени; она создает каскад улучшений процесса, которые часто более ценны, чем просто экономия времени.
Повышение пропускной способности производства
Самое очевидное преимущество — более быстрое время цикла. Процессы, которые могут занять много минут или даже часов в печи, часто могут быть выполнены за секунды с помощью индукции, что приводит к значительному увеличению объема производства.
Непревзойденный контроль процесса и согласованность
Магнитным полем можно управлять с чрезвычайной точностью. Это позволяет нагревать очень определенные участки детали, не затрагивая соседние области. Этот локализованный нагрев в сочетании с возможностью мгновенного включения/выключения приводит к превосходной согласованности от детали к детали.
Минимизация искажений детали и более высокое качество
Поскольку нагрев очень быстрый и локализованный, остальная часть компонента остается холодной. Это минимизирует риск термических искажений, деформации и других дефектов, которые могут возникнуть при медленном нагреве всей детали. Результатом является более высокое качество конечного продукта с меньшим напряжением материала.
Снижение повреждения оснастки и приспособлений
Точно нагревая только целевую заготовку, индукционный нагрев позволяет избежать сопутствующего теплового повреждения, которое часто встречается при использовании печных методов. Это продлевает срок службы приспособлений, оснастки и других компонентов машины, находящихся вблизи зоны нагрева.
Понимание компромиссов
Несмотря на свою мощность, индукционный нагрев не является универсальным решением. Его эффективность зависит от конкретных факторов.
Требования к материалам
Индукционный нагрев лучше всего работает с электропроводящими материалами, в основном с металлами. Нагрев непроводящих материалов, таких как пластик или керамика, с помощью индукции невозможен без использования проводящего «поглотителя» в качестве посредника.
Геометрия и конструкция катушки
Эффективность индукционного нагрева сильно зависит от формы индукционной катушки по отношению к детали. Часто требуется индивидуальная катушка для достижения оптимального нагрева для определенной геометрии, что делает его менее универсальным решением по сравнению с печью.
Принятие правильного решения для вашей цели
Чтобы определить, подходит ли вам индукционный нагрев, вы должны оценить его по отношению к вашей основной цели процесса.
- Если ваш основной фокус — крупносерийное производство: Значительно более короткое время цикла индукционного нагрева обеспечивает прямой путь к увеличению пропускной способности и выпуска продукции.
- Если ваш основной фокус — точность и качество деталей: Локализованный, контролируемый нагрев индукционным методом не имеет себе равных для минимизации искажений и достижения стабильных результатов в таких процессах, как закалка или пайка.
- Если ваш основной фокус — энергоэффективность: Прямой метод нагрева индукционным способом тратит очень мало энергии, что приводит к значительно более низким долгосрочным эксплуатационным расходам по сравнению с постоянно работающими печами.
Понимание принципа прямого внутреннего выделения тепла является ключом к использованию индукционного нагрева для более быстрого, точного и эффективного термического процесса.
Сводная таблица:
| Аспект | Традиционный нагрев | Индукционный нагрев |
|---|---|---|
| Источник тепла | Внешний (печь, пламя) | Внутренний (вихревые токи) |
| Передача тепла | Косвенная (излучение, конвекция) | Прямая (эффект Джоуля) |
| Время нагрева | Медленное (минуты до часов) | Быстрое (секунды) |
| Контроль процесса | Низкий (массовый нагрев) | Высокий (локализованный нагрев) |
| Энергоэффективность | Ниже (нагревает окружение) | Выше (нагревает деталь напрямую) |
Готовы трансформировать свою термическую обработку со скоростью и точностью индукционного нагрева?
В KINTEK мы используем наши исключительные исследования и разработки и собственное производство для предоставления передовых высокотемпературных решений, адаптированных к вашим уникальным задачам. Независимо от того, какова ваша цель — увеличение пропускной способности производства, повышение качества деталей или улучшение энергоэффективности — наша команда может разработать индивидуальную систему индукционного нагрева, отвечающую вашим точным потребностям.
Свяжитесь с нами сегодня, чтобы обсудить, как наш опыт может ускорить ваш успех.
Визуальное руководство
Связанные товары
- 600T вакуумный индукционный горячий пресс вакуумная термообработка и спекание печь
- Вакуумная индукционная плавильная печь и дуговая плавильная печь
- Вакуумная печь для термообработки с футеровкой из керамического волокна
- Печь для спекания и пайки с вакуумной термообработкой
- 2200 ℃ Графитовая вакуумная печь для термообработки
Люди также спрашивают
- Каковы преимущества использования печи для спекания в вакуумном горячем прессовании для получения композитов с медной матрицей, армированных углеродными нанотрубками, с высокой плотностью? Достижение максимальной плотности и чистоты для превосходных харак
- Как функция контроля давления в печи для вакуумного горячего прессования влияет на керамические инструментальные материалы?
- Каковы ключевые преимущества вакуумных печей горячего прессования? Достижение превосходной плотности и чистоты материалов
- Почему для керамики из сульфида цинка (ZnS) используется вакуумная горячая прессовка (VHP)? Достижение превосходной ИК-прозрачности и механической прочности
- Какова основная функция печи для спекания в вакуумном прессе при подготовке высокоплотных сплавов RuTi? Достижение максимальной плотности и чистоты












