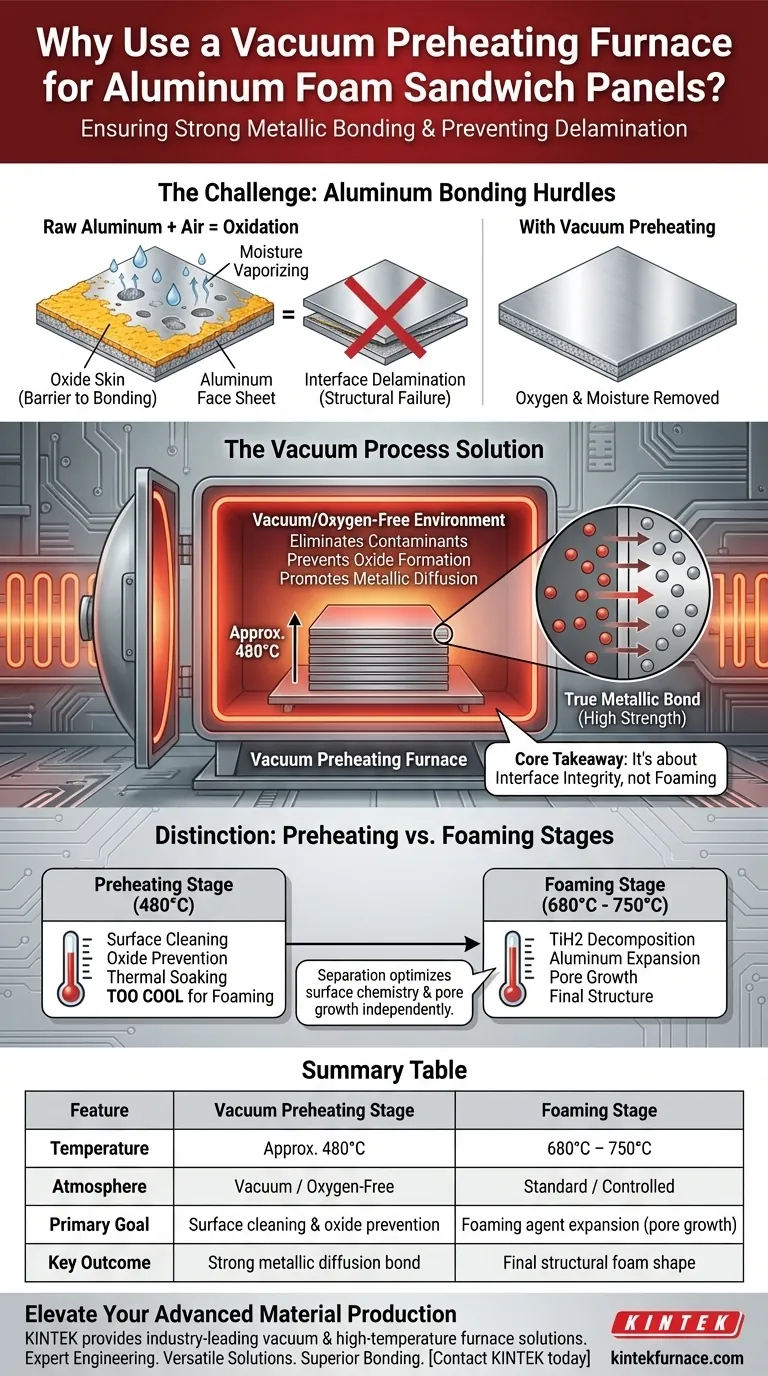
Основная функция вакуумной печи предварительного нагрева заключается в создании чистой среды, свободной от кислорода, которая подготавливает заготовки сэндвич-панелей к склеиванию. Нагревая материалы примерно до 480°C, этот процесс удаляет поверхностную влагу и предотвращает образование оксидных слоев на металлических облицовочных листах. Этот этап имеет решающее значение, поскольку он гарантирует, что облицовочные листы создадут высокопрочное металлическое соединение с пенопластовым сердечником во время последующей фазы расширения, предотвращая структурный отказ.
Ключевой вывод Этап предварительного нагрева в вакууме предназначен не для расширения пены, а для обеспечения целостности границы раздела. Устраняя кислород и влагу, он предотвращает расслоение облицовочных листов, гарантируя, что конечная сэндвич-панель функционирует как единое, прочное конструктивное целое.

Проблема соединения алюминия
Барьер окисления
Алюминий почти мгновенно образует прочную оксидную пленку при контакте с воздухом. Хотя это защищает сырой алюминий, это действует как барьер для соединения при производстве сэндвич-панелей.
Угроза расслоения
Если этому оксидному слою разрешить образоваться или утолщиться во время нагрева, металлические облицовочные листы не сплавятся с расплавленным пенопластовым сердечником. Это приводит к расслоению на границе раздела, когда облицовочные листы отслаиваются от сердечника, делая панель структурно бесполезной.
Удаление загрязнителей
Поверхностная влага в сырье может испаряться и создавать пустоты или дефекты на линии склеивания. Вакуумная печь эффективно удаляет эту влагу перед началом критической фазы склеивания.
Как вакуумный процесс решает эту проблему
Создание зоны, свободной от кислорода
Печь работает в вакуумной среде или среде с низким содержанием кислорода. Это позволяет материалу достигать высоких температур (приблизительно 480°C) без взаимодействия с атмосферой.
Содействие металлической диффузии
Поскольку металлические поверхности остаются чистыми, атомы могут диффундировать между облицовочным листом и материалом сердечника. Это приводит к истинному металлическому соединению, которое значительно прочнее механического или клеевого соединения.
Термическая стабильность
Нагрев материала до 480°C обеспечивает полную термическую обработку заготовки и готовность к следующему этапу. Этот равномерный температурный профиль предотвращает термический шок при попадании панели в гораздо более горячую печь для вспенивания.
Различие: предварительный нагрев и вспенивание
Этап предварительного нагрева (480°C)
Важно не путать предварительный нагрев с фактическим процессом вспенивания. Вакуумная печь выдерживает материал при температуре примерно 480°C, что достаточно горячо для кондиционирования металла, но слишком прохладно для быстрого вспенивания.
Этап вспенивания (680°C - 750°C)
После предварительного нагрева панель перемещается в высокоточную камерную печь, как указано в дополнительных технических данных. Здесь температура повышается до 680°C - 750°C для разложения вспенивающего агента (TiH2) и расширения алюминия.
Почему разделение имеет значение
Разделение этих этапов позволяет оптимизировать поверхностную химию (в вакуумной печи) независимо от роста пор (в высокотемпературной камерной печи). Попытка сделать и то, и другое в стандартной атмосфере приведет к плохому склеиванию и окисленным поверхностям.
Понимание компромиссов
Сложность процесса против надежности продукта
Внедрение вакуумного этапа увеличивает капитальные затраты и время цикла производственного процесса. Однако пропуск этого шага создает высокий риск непоследовательного склеивания, делая конечный продукт непригодным для несущих нагрузку применений.
Температурные пределы
Температура предварительного нагрева должна строго контролироваться в пределах 480°C. Если вакуумная печь работает слишком горячо, она может преждевременно активировать вспенивающий агент до того, как материал будет перемещен в камеру расширения, что испортит структуру пор.
Сделайте правильный выбор для своей цели
При разработке рабочего процесса для производства алюминиевых сэндвич-панелей из пены учитывайте свои требования к производительности:
- Если ваш основной фокус — структурная целостность: Вы должны уделять приоритетное внимание этапу предварительного нагрева в вакууме, чтобы предотвратить окисление и гарантировать, что облицовочные листы не расслоятся под нагрузкой.
- Если ваш основной фокус — однородность пор: Убедитесь, что ваша последующая печь для вспенивания (а не предварительного нагрева) имеет высокоточный контроль температуры (680-750°C) для управления расширением прекурсора.
Резюме: Вакуумная печь предварительного нагрева является хранителем линии склеивания, гарантируя, что высокопроизводительный пенопластовый сердечник остается надежно прикрепленным к своей защитной металлической оболочке.
Сводная таблица:
| Функция | Этап предварительного нагрева в вакууме | Этап вспенивания |
|---|---|---|
| Температура | Приблизительно 480°C | 680°C – 750°C |
| Атмосфера | Вакуум / Без кислорода | Стандартная / Контролируемая |
| Основная цель | Очистка поверхности и предотвращение окисления | Расширение вспенивающего агента (рост пор) |
| Ключевой результат | Прочное металлическое диффузионное соединение | Окончательная форма пенопласта |
Повысьте эффективность производства передовых материалов с KINTEK
Не позволяйте окислению ставить под угрозу структурную целостность ваших алюминиевых сэндвич-панелей из пены. KINTEK предлагает ведущие в отрасли решения для вакуумных и высокотемпературных печей, разработанные для самых требовательных рабочих процессов НИОКР и производства.
Наша ценность для вас:
- Экспертное проектирование: Опираясь на профессиональные НИОКР, наши системы обеспечивают точные температурные профили как для этапов предварительного нагрева, так и для этапов вспенивания.
- Универсальные решения: Нужны ли вам муфельные, трубчатые, роторные, вакуумные или CVD системы, наше оборудование полностью настраивается в соответствии с вашими уникальными требованиями к материалам.
- Превосходное соединение: Наша вакуумная технология устраняет загрязнители и барьеры окисления, гарантируя, что ваши панели достигают истинного металлического соединения без расслоения.
Готовы оптимизировать эффективность вашей лаборатории и надежность продукции? Свяжитесь с KINTEK сегодня, чтобы обсудить ваши индивидуальные потребности в печах.
Визуальное руководство
Ссылки
- Xiaotong Lu, Xiaocheng Li. Pore Structure and Deformation Correlation of an Aluminum Foam Sandwich Subject to Three-Point Bending. DOI: 10.3390/ma17030567
Эта статья также основана на технической информации из Kintek Furnace База знаний .
Связанные товары
- Вакуумный горячий пресс печь машина для ламинирования и отопления
- Вакуумный горячий пресс печь машина нагретый вакуумный пресс
- Печь для вакуумной термообработки молибдена
- Печь для спекания и пайки с вакуумной термообработкой
- Вакуумная печь горячего прессования машина нагретая вакуумная печь трубки прессования
Люди также спрашивают
- Каковы основные компоненты печи вакуумного прессования? Освойте основные системы для точной обработки материалов
- Какие соображения определяют выбор нагревательных элементов и методов прессования для вакуумной горячей прессовой печи?
- Каково значение вакуумной среды для спекания нержавеющей стали? Достижение высокой плотности и чистоты
- Какова основная функция вакуумной среды в печи вакуумного горячего прессования при обработке титановых сплавов? Предотвращение охрупчивания для превосходной пластичности
- Каковы преимущества системы вакуумной среды в вакуумной горячей прессовой печи? Достижение спекания с высокой плотностью



















