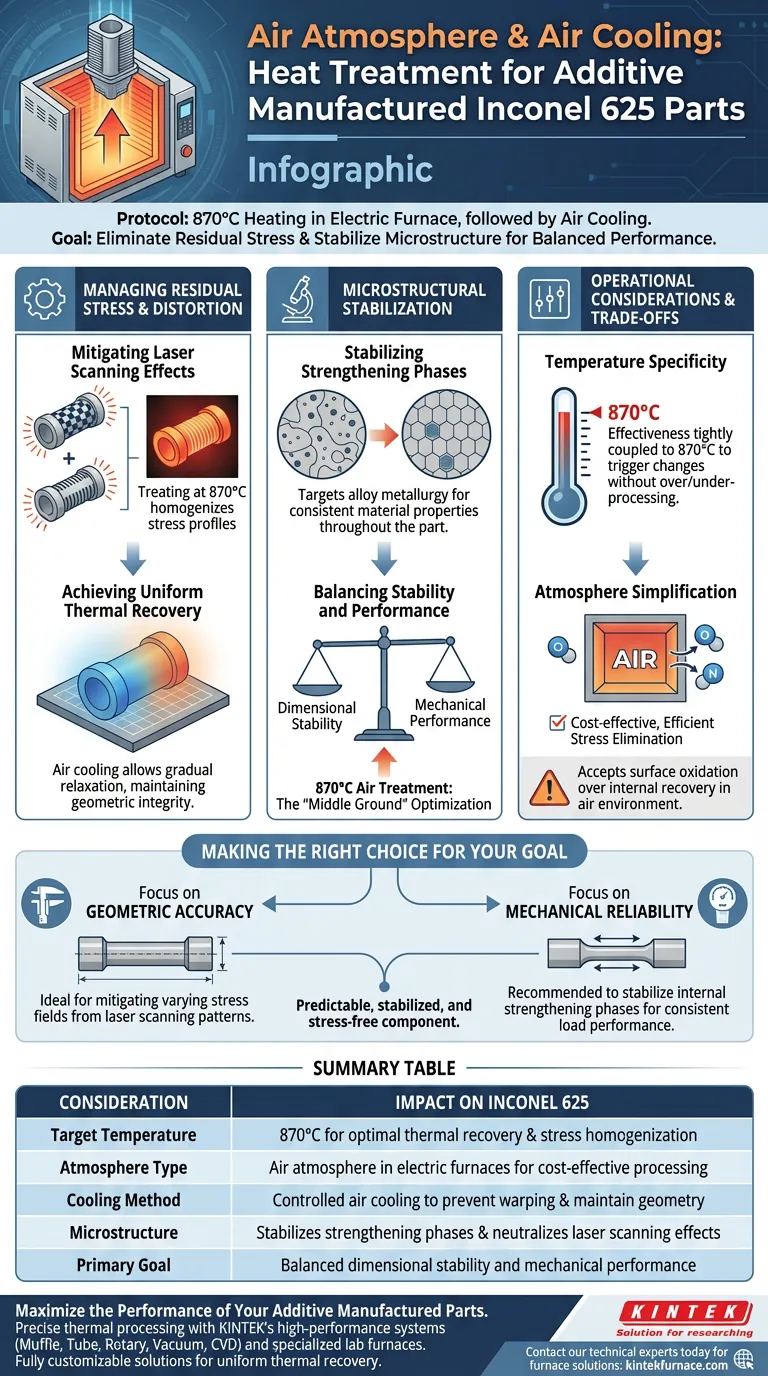
Выбор воздушной атмосферы и воздушного охлаждения для аддитивно изготовленных деталей из Inconel 625 основан на специальном протоколе нагрева до 870°C в электрической печи. Этот подход в основном используется для устранения остаточных напряжений и стабилизации внутренней микроструктуры сплава, обеспечивая практический баланс между размерной стабильностью и механическими характеристиками.
Основная ценность этого метода заключается в его способности обеспечивать равномерное термическое восстановление. Он эффективно нейтрализует различные поля напряжений, вызванные различными стратегиями лазерного сканирования, обеспечивая постоянные свойства материала независимо от паттерна печати.

Управление остаточными напряжениями и деформацией
Снижение воздействия лазерного сканирования
Аддитивное производство создает сложные поля напряжений в деталях в зависимости от движения лазера. Различные стратегии, такие как шахматный или полосовой паттерны, создают различные профили остаточных напряжений.
Обработка детали при 870°C служит для гомогенизации этих различий. Процесс снижает специфические сигнатуры напряжений, оставленные стратегией печати, сбрасывая внутреннее состояние материала.
Достижение равномерного термического восстановления
Сочетание нагрева и последующего воздушного охлаждения обеспечивает равномерный эффект термического восстановления. Эта равномерность имеет решающее значение для предотвращения коробления или деформации после извлечения детали из опорной плиты.
Позволяя детали остывать на воздухе, материал постепенно расслабляется. Это помогает сохранить геометрическую целостность компонента, одновременно снимая внутреннее напряжение, накопленное во время быстрого нагрева и охлаждения в процессе печати.
Микроструктурная стабилизация
Стабилизация упрочняющих фаз
Помимо простого снятия напряжений, этот специфический термический цикл нацелен на металлургию сплава. Обработка стабилизирует внутренние упрочняющие фазы Inconel 625.
Эта стабилизация необходима для надежной работы. Она гарантирует, что микроструктура материала будет постоянной по всей детали, а не варьироваться в зависимости от локальных скоростей охлаждения, испытанных во время печати.
Баланс стабильности и производительности
Конечная цель этого протокола — равновесие. Он разработан для балансировки размерной стабильности с механическими характеристиками.
Вы не жертвуете формой детали ради прочности и не жертвуете прочностью, чтобы сохранить прямоту детали. Термообработка при 870°C в воздушной среде достигает оптимизации «золотой середины», подходящей для функциональных компонентов.
Операционные соображения и компромиссы
Специфика температуры
Эффективность этого метода тесно связана с установленной точкой 870°C. Эта температура специально выбрана для инициирования необходимых микроструктурных изменений без перегрева или недообработки материала.
Упрощение атмосферы
Использование воздушной атмосферы в стандартной электрической печи упрощает эксплуатационные требования по сравнению с вакуумной или инертной газовой обработкой. Однако это подразумевает, что взаимодействие поверхностной химии с воздухом при этой температуре приемлемо для данного применения.
Основной компромисс здесь заключается в принятии воздушной среды для достижения экономически эффективного и эффективного устранения напряжений. Процесс отдает приоритет восстановлению внутренней структуры над проблемами окисления поверхности, обычно связанными с невакуумными средами.
Сделайте правильный выбор для вашей цели
Чтобы определить, соответствует ли этот протокол термообработки вашим производственным целям, рассмотрите ваши конкретные требования к управлению напряжениями и механической согласованности.
- Если ваш основной фокус — геометрическая точность: Этот метод идеален, поскольку он снижает различные поля напряжений от паттернов лазерного сканирования (например, шахматного или полосового) для обеспечения размерной стабильности.
- Если ваш основной фокус — механическая надежность: Этот подход рекомендуется для стабилизации внутренних упрочняющих фаз, обеспечивая постоянную работу сплава под нагрузкой.
Придерживаясь протокола термообработки при 870°C в воздушной атмосфере и воздушного охлаждения, вы обеспечиваете предсказуемый, стабилизированный и свободный от напряжений компонент, готовый к эксплуатации.
Сводная таблица:
| Соображение | Влияние на Inconel 625 |
|---|---|
| Целевая температура | 870°C для оптимального термического восстановления и гомогенизации напряжений |
| Тип атмосферы | Воздушная атмосфера в электрических печах для экономичной обработки |
| Метод охлаждения | Контролируемое воздушное охлаждение для предотвращения коробления и сохранения геометрии |
| Микроструктура | Стабилизирует упрочняющие фазы и нейтрализует эффекты лазерного сканирования |
| Основная цель | Сбалансированная размерная стабильность и механические характеристики |
Максимизируйте производительность ваших аддитивно изготовленных деталей
Точная термическая обработка — ключ к раскрытию полного потенциала Inconel 625. Опираясь на экспертные исследования и разработки, а также производственные мощности, KINTEK предлагает высокопроизводительные системы Muffle, Tube, Rotary, Vacuum и CVD, а также другие специализированные высокотемпературные лабораторные печи — все полностью настраиваемые для удовлетворения ваших уникальных металлургических потребностей.
Независимо от того, снимаете ли вы остаточные напряжения от сложных лазерных паттернов или стабилизируете микроструктуры сплава, наше оборудование обеспечивает равномерное термическое восстановление, необходимое вашим функциональным компонентам.
Готовы повысить точность термообработки? Свяжитесь с нашими техническими экспертами сегодня, чтобы найти идеальное печное решение для вашей лаборатории или производственной линии.
Визуальное руководство
Ссылки
- Alexandru Paraschiv, Mihai Vlăduț. Assessment of Residual Stresses in Laser Powder Bed Fusion Manufactured IN 625. DOI: 10.3390/ma17020413
Эта статья также основана на технической информации из Kintek Furnace База знаний .
Связанные товары
- 9MPa воздушного давления вакуумной термообработки и спекания печь
- Печь с контролируемой инертной азотной атмосферой 1400℃
- Печь с контролируемой инертной атмосферой азота, 1200℃
- Печь с регулируемой инертной азотной атмосферой 1700℃
- Печь с контролируемой инертной азотно-водородной атмосферой
Люди также спрашивают
- Каковы основные технические параметры печей для вакуумного и газового спекания? Ключевые характеристики для передовых материалов
- Какова цель этапа выдержки при средней температуре? Устранение дефектов при вакуумном спекании
- Как вакуумное спекание улучшает допуски размеров? Достижение равномерной усадки и точности
- Каков механизм вакуумной спекательной печи для AlCoCrFeNi2.1 + Y2O3? Оптимизируйте обработку ваших высокоэнтропийных сплавов
- Каковы ключевые особенности печей для вакуумного прессового спекания? Получите материалы высокой чистоты и плотности













