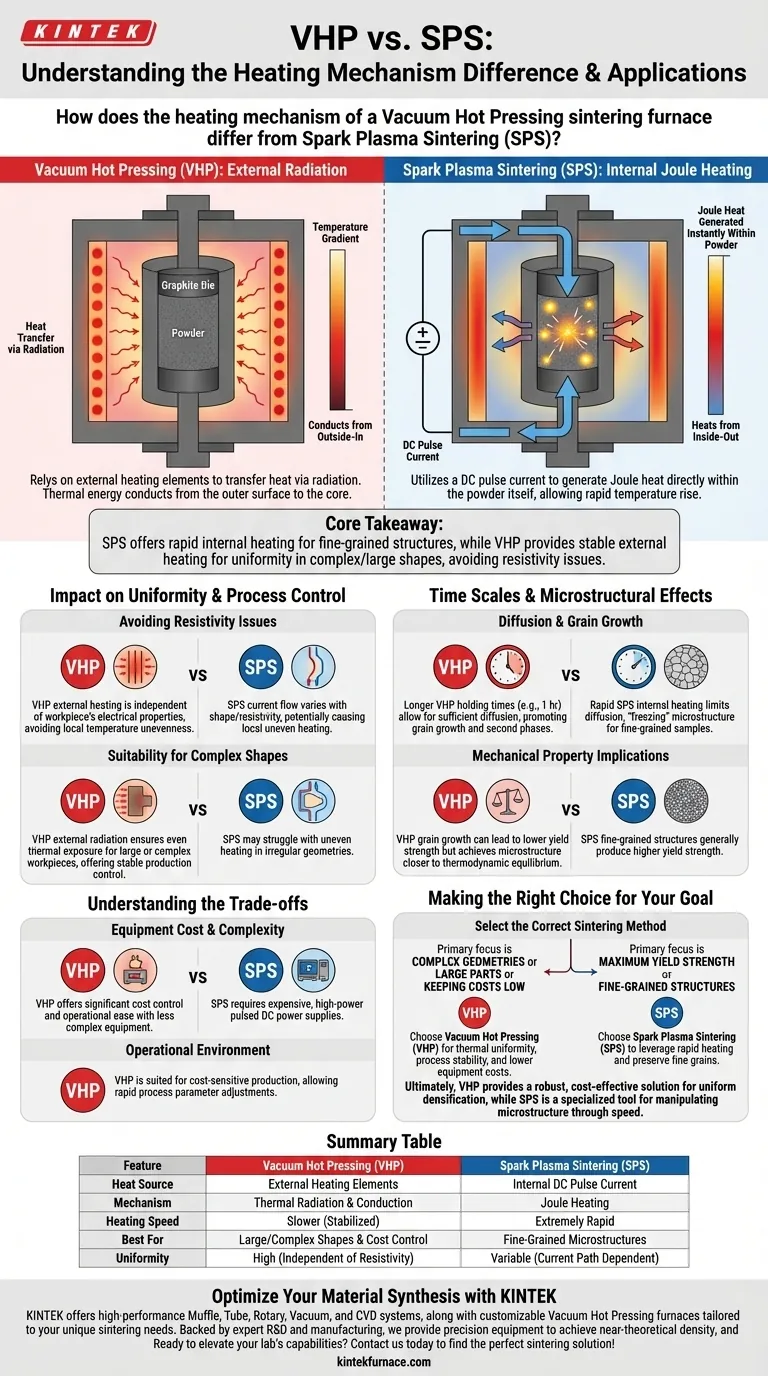
Фундаментальное различие заключается в источнике тепловой энергии. Печь вакуумного горячего прессования (ВГП) использует внешние нагревательные элементы для передачи тепла путем излучения с внешней поверхности в порошок. В отличие от этого, искрово-плазменное спекание (ИПС) использует импульсный постоянный ток для генерации джоулева тепла непосредственно внутри самого порошка.
Ключевой вывод В то время как ИПС обеспечивает быстрый внутренний нагрев, идеально подходящий для получения мелкозернистых структур, вакуумное горячее прессование обеспечивает стабильную внешнюю среду нагрева. Это делает ВГП превосходящим для контроля однородности сложных или крупных форм, где вариации электрического сопротивления в противном случае могли бы вызвать неравномерный нагрев.

Различные механизмы генерации тепла
Вакуумное горячее прессование: внешнее излучение
В печи ВГП нагревательные элементы расположены вне пресс-формы или зоны прессования. Эти элементы генерируют тепло, которое передается заготовке в основном путем излучения.
Поскольку источник тепла внешний, тепловая энергия должна проводить от внешней поверхности материала к его ядру. Этот процесс полагается на стандартные принципы теплопроводности для достижения теплового равновесия по всему уплотненному порошку.
Искрово-плазменное спекание: внутренний джоулев нагрев
ИПС использует совершенно другой подход, пропуская импульсный постоянный ток (DC) через графитовую матрицу и уплотненный порошок.
Этот ток встречает сопротивление в материале, мгновенно генерируя джоулево тепло по всему объему порошка. Вместо того, чтобы ждать, пока тепло пройдет извне внутрь, материал нагревается изнутри наружу, что позволяет достичь чрезвычайно высоких скоростей повышения температуры.
Влияние на однородность и контроль процесса
Избежание проблем с сопротивлением
Основным преимуществом метода внешнего нагрева ВГП является его независимость от электрических свойств заготовки.
В ИПС различия в форме или электрическом сопротивлении заготовки могут изменять поток тока, потенциально приводя к неравномерности локальной температуры. ВГП полностью избегает этого, поскольку тепло подается окружающей средой, а не электрически.
Пригодность для сложных форм
Поскольку ВГП не зависит от путей тока, оно часто более эффективно для крупных или сложных заготовок.
Внешнее излучение гарантирует, что даже неправильные геометрии получают равномерное тепловое воздействие, что упрощает контроль процесса и значительно повышает стабильность для компонентов производственного масштаба.
Временные масштабы и микроструктурные эффекты
Диффузия и рост зерен
Механизм нагрева определяет время обработки. ВГП обычно требует более длительного времени выдержки (например, 1 час) по сравнению с быстрым спеканием ИПС (около 10 минут).
Это длительное воздействие тепла в ВГП обеспечивает более достаточную диффузию легирующих элементов. Это способствует росту зерен и осаждению вторых фаз, таких как сигма-фаза, что приводит к различным фазовым составам.
Влияние на механические свойства
Быстрый внутренний нагрев ИПС ограничивает диффузию, эффективно "замораживая" микроструктуру. Это, как правило, приводит к получению мелкозернистых образцов с более высокой предельной прочностью.
Напротив, рост зерен, связанный с более медленным процессом ВГП, может привести к более низкой предельной прочности, но он достигает микроструктуры, более близкой к термодинамическому равновесию.
Понимание компромиссов
Стоимость и сложность оборудования
Хотя оба метода обеспечивают высокую плотность, ВГП имеет значительные преимущества в контроле затрат и простоте эксплуатации.
Оборудование, необходимое для внешнего радиационного нагрева, как правило, менее сложное и менее дорогое, чем источники питания импульсного постоянного тока высокой мощности, необходимые для ИПС.
Рабочая среда
ВГП часто лучше подходит для экономически чувствительных производственных сред. Он позволяет быстро корректировать параметры процесса без волатильности, связанной с управлением высокими токами через изменяющиеся сопротивления порошка.
Сделайте правильный выбор для вашей цели
Чтобы выбрать правильный метод спекания, вы должны взвесить важность улучшения микроструктуры по сравнению со стабильностью процесса и стоимостью.
- Если ваш основной фокус — сложные геометрии или большие детали: Выберите вакуумное горячее прессование (ВГП), чтобы обеспечить тепловую однородность и избежать проблем, вызванных изменяющимся электрическим сопротивлением.
- Если ваш основной фокус — снижение затрат: Выберите ВГП из-за более низкой стоимости оборудования и простоты эксплуатации, при этом достигая почти теоретической плотности.
- Если ваш основной фокус — максимальная предельная прочность: Выберите искрово-плазменное спекание (ИПС), чтобы использовать быстрый нагрев, который сохраняет мелкозернистые структуры.
В конечном итоге, ВГП представляет собой надежное, экономически эффективное решение для однородного уплотнения, в то время как ИПС является специализированным инструментом для манипулирования микроструктурой посредством скорости.
Сводная таблица:
| Характеристика | Вакуумное горячее прессование (ВГП) | Искрово-плазменное спекание (ИПС) |
|---|---|---|
| Источник тепла | Внешние нагревательные элементы | Внутренний импульсный постоянный ток |
| Механизм | Тепловое излучение и проводимость | Джоулев нагрев |
| Скорость нагрева | Медленнее (стабилизированная) | Чрезвычайно быстрая |
| Оптимально для | Крупные/сложные формы и контроль затрат | Мелкозернистые микроструктуры |
| Однородность | Высокая (не зависит от сопротивления) | Переменная (зависит от пути тока) |
Оптимизируйте синтез материалов с KINTEK
Выбор между ВГП и ИПС имеет решающее значение для успеха вашего проекта. Опираясь на экспертные исследования и разработки, а также на производственные мощности, KINTEK предлагает высокопроизводительные муфельные, трубчатые, роторные, вакуумные и CVD системы, а также индивидуальные печи для вакуумного горячего прессования, адаптированные к вашим уникальным потребностям в спекании. Независимо от того, требуется ли вам тепловая стабильность ВГП для сложных геометрий или специализированные лабораторные высокотемпературные печи, наша команда предоставляет точное оборудование, необходимое для достижения почти теоретической плотности и желаемых микроструктур.
Готовы повысить возможности вашей лаборатории? Свяжитесь с нами сегодня, чтобы найти идеальное решение для спекания!
Визуальное руководство
Связанные товары
- 600T вакуумный индукционный горячий пресс вакуумная термообработка и спекание печь
- Вакуумная термообработанная печь для спекания с давлением для вакуумного спекания
- 9MPa воздушного давления вакуумной термообработки и спекания печь
- Вакуумная печь горячего прессования машина нагретая вакуумная печь трубки прессования
- 2200 ℃ Вакуумная печь для термообработки и спекания вольфрама
Люди также спрашивают
- Какова основная функция печи для спекания в вакуумном прессе при подготовке высокоплотных сплавов RuTi? Достижение максимальной плотности и чистоты
- Каковы преимущества использования печи для спекания в вакуумном горячем прессовании для получения композитов с медной матрицей, армированных углеродными нанотрубками, с высокой плотностью? Достижение максимальной плотности и чистоты для превосходных харак
- Почему для керамики из сульфида цинка (ZnS) используется вакуумная горячая прессовка (VHP)? Достижение превосходной ИК-прозрачности и механической прочности
- Как печь для спекания в вакуумной горячей прессовке предотвращает разбухание меди при спекании? Решение проблем расширения Fe-Cu
- Как метод охлаждения в печи защищает покрытия CoCrFeNi(Cu) после спекания методом вакуумного горячего прессования? Предотвращение растрескивания и окисления для превосходной производительности



















