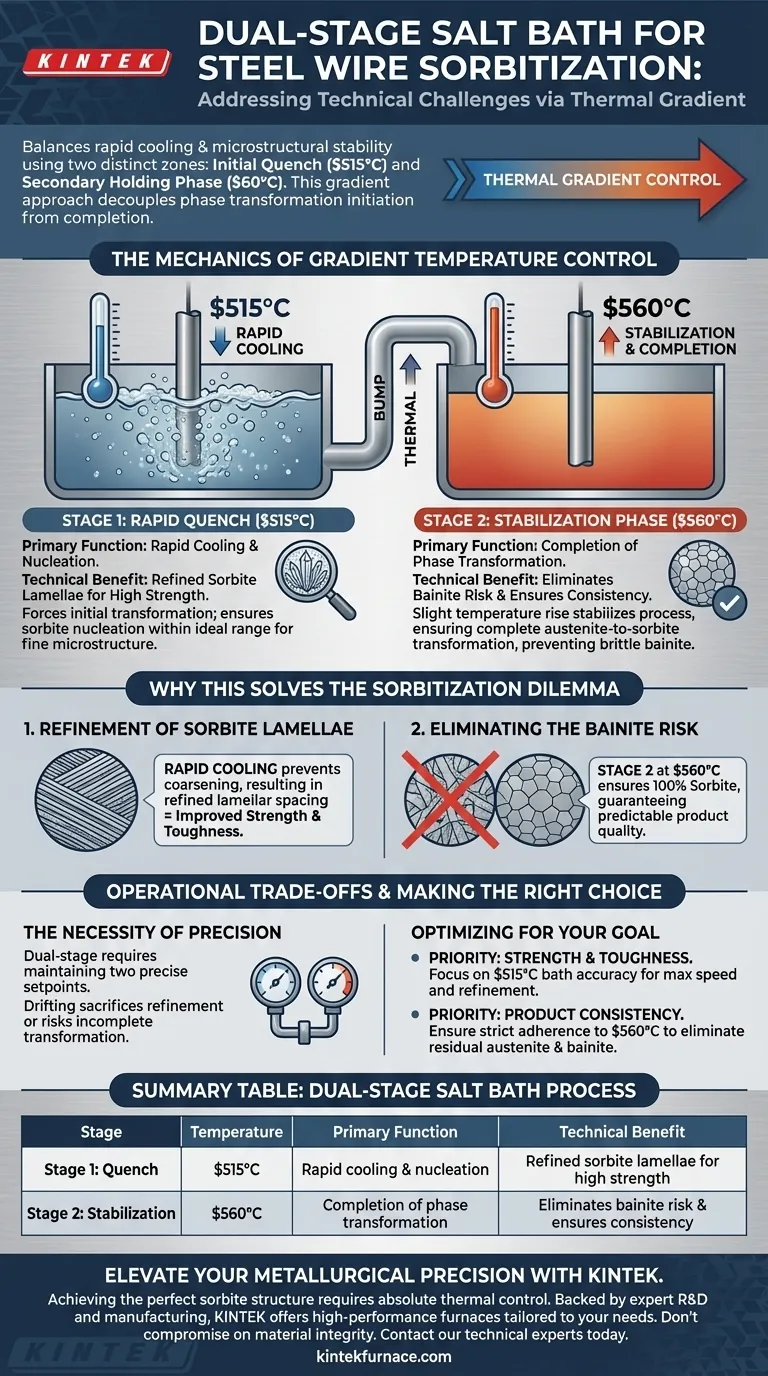
Конструкция двухзонной солевой ванны решает противоречивые требования быстрого охлаждения и стабильности микроструктуры, используя две различные температурные зоны: начальное охлаждение при $515^\circ\text{C}$ и вторичную выдержку при $560^\circ\text{C}$.
Этот градиентный подход разделяет начало фазового превращения и его завершение. Первая стадия обеспечивает быстрое охлаждение для измельчения микроструктуры, а вторая стадия гарантирует полное превращение стали в сорбит, а не в нежелательные фазы.
Управляя температурным профилем поэтапно, эта система решает компромисс между скоростью охлаждения и чистотой фазы, предотвращая образование хрупкого бейнита и максимизируя прочность и вязкость стальной проволоки.
Механика управления градиентной температурой
Стадия 1: Быстрое охлаждение ($515^\circ\text{C}$)
Основная задача сорбизации — получить мелкую микроструктуру без дефектов.
Первая ванна устанавливается на $515^\circ\text{C}$ для создания большой разницы температур между горячей проволокой и охлаждающей средой.
Этот «термический шок» заставляет начальное фазовое превращение происходить быстро. Поддерживая более низкую температуру на этой стадии, система обеспечивает зарождение сорбита в идеальном диапазоне, закладывая основу для высокой прочности.
Стадия 2: Фаза стабилизации ($560^\circ\text{C}$)
Вторая задача — обработка «хвостовой» части процесса превращения.
Если проволока остается при более низкой температуре $515^\circ\text{C}$ слишком долго или продолжает охлаждаться, существует риск, что оставшийся аустенит превратится в бейнит.
Вторая ванна при $560^\circ\text{C}$ немного повышает температуру для стабилизации процесса. Это термическое воздействие гарантирует, что любой остаточный аустенит полностью превратится в сорбит, обеспечивая целостность материала.
Почему это решает дилемму сорбизации
Измельчение сорбитных пластин
Прочность стальной проволоки в значительной степени определяется тонкостью ее внутренней структуры, в частности, сорбитных пластин.
Быстрое охлаждение на первой стадии предотвращает слишком большой рост (укрупнение) кристаллической структуры.
Это приводит к измельчению межпластиночного расстояния, что напрямую транслируется в улучшенные механические свойства, в частности, повышенную прочность и вязкость.
Устранение риска образования бейнита
Бейнит — это микроструктура с более низкими эксплуатационными характеристиками, которая создает несоответствия в изделиях из стальной проволоки.
Двухзонная конструкция специально нацелена на устранение бейнита путем перемещения процесса в $560^\circ\text{C}$ до того, как бейнит сможет образоваться.
Это гарантирует, что конечный продукт полностью состоит из сорбита, обеспечивая стабильное и предсказуемое качество на протяжении всего производственного цикла.
Понимание эксплуатационных компромиссов
Необходимость точности
Хотя однозонная ванна проще в эксплуатации, ей не хватает гибкости для одновременной оптимизации зарождения и роста.
Двухзонная система вносит сложность, поскольку требует поддержания двух точных температурных уставок ($515^\circ\text{C}$ и $560^\circ\text{C}$).
Отклонение от уставки $515^\circ\text{C}$ на первой стадии приводит к ухудшению измельчения структуры, а несоблюдение $560^\circ\text{C}$ на второй стадии рискует неполным превращением.
Сделайте правильный выбор для вашей цели
Чтобы максимизировать преимущества этой двухзонной конструкции, сосредоточьтесь на конкретной роли каждой ванны:
- Если ваш основной приоритет — прочность и вязкость: Отдавайте предпочтение точности ванны на $515^\circ\text{C}$ для максимальной скорости начального охлаждения и измельчения пластин.
- Если ваш основной приоритет — стабильность продукта: Обеспечьте строгое соблюдение уставки $560^\circ\text{C}$ на второй стадии для устранения остаточного аустенита и предотвращения образования бейнита.
Двухзонная солевая ванна — это не просто метод охлаждения; это прецизионный инструмент для фиксации точных механических свойств, необходимых для высокопроизводительной стальной проволоки.
Сводная таблица:
| Стадия | Температура | Основная функция | Техническое преимущество |
|---|---|---|---|
| Стадия 1: Охлаждение | 515°C | Быстрое охлаждение и зарождение | Измельченные сорбитные пластины для высокой прочности |
| Стадия 2: Стабилизация | 560°C | Завершение фазового превращения | Устраняет риск образования бейнита и обеспечивает стабильность |
Повысьте точность металлургической обработки с KINTEK
Достижение идеальной сорбитной структуры требует абсолютного термического контроля. Опираясь на экспертные исследования и разработки, а также на производство, KINTEK предлагает высокопроизводительные муфельные, трубчатые, роторные, вакуумные и CVD системы, а также индивидуальные высокотемпературные лабораторные печи, адаптированные к вашим уникальным потребностям в термообработке стали.
Не идите на компромисс с целостностью материала. Наши передовые решения для нагрева обеспечивают стабильность и точность, необходимые для устранения бейнита и максимизации вязкости на вашей производственной линии.
Готовы оптимизировать процесс термообработки? Свяжитесь с нашими техническими экспертами сегодня, чтобы найти идеальную печь для вашей лаборатории или промышленного применения.
Визуальное руководство
Ссылки
- Jun Li, Jieyu Zhang. A Novel Design of a Molten Salt Bath Structure and Its Quenching Effect on Wire Transformation from Austenite to Sorbite. DOI: 10.3390/met14040483
Эта статья также основана на технической информации из Kintek Furnace База знаний .
Связанные товары
- Вакуумная печь для спекания молибденовой проволоки
- Небольшая вакуумная печь для термообработки и спекания вольфрамовой проволоки
- Печь-труба для экстракции и очистки магния
- Искровое плазменное спекание SPS-печь
- Вакуумная термообработанная печь для спекания с давлением для вакуумного спекания
Люди также спрашивают
- Что такое вакуумная спекательная печь и какова ее основная функция? Достижение высокой чистоты и плотности материалов
- Каковы основные конструктивные элементы вакуумной спекательной печи? Раскройте точность высокотемпературной обработки
- Какую роль играет печь вакуумного спекания в формировании структуры «сердцевина-оболочка» в металлокерамических материалах Ti(C,N)-FeCr?
- Каковы ключевые компоненты вакуумной спекающей печи? Основные части для точной обработки материалов
- Какова основная цель вакуумной печи для спекания? Сплавление порошков в высокопроизводительные плотные детали




