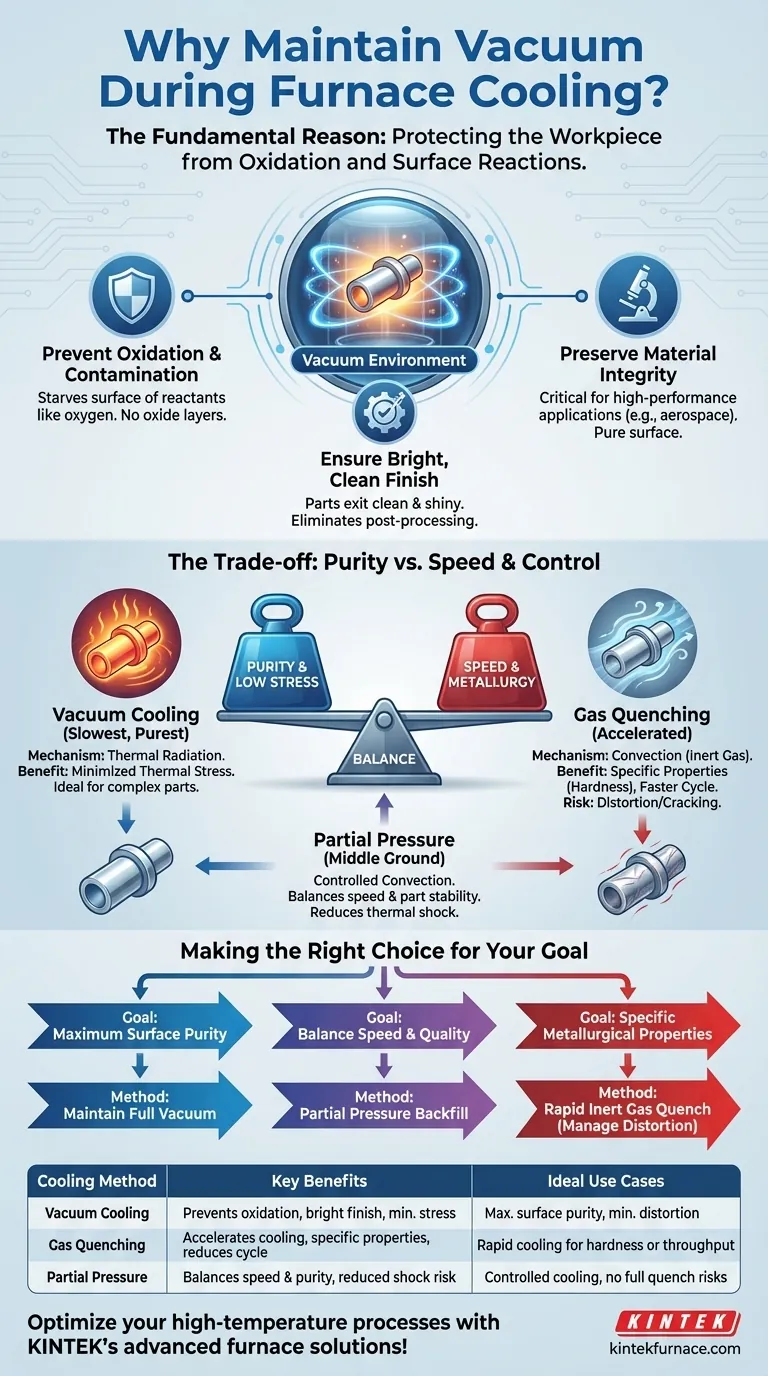
Основная причина поддержания вакуума во время охлаждения в печи — защита заготовки. При повышенных температурах металлы обладают высокой реакционной способностью, и поддержание вакуумной среды предотвращает окисление и другие поверхностные реакции, гарантируя, что конечная деталь выйдет с чистой, яркой отделкой и с сохранением заданных свойств материала.
Выбор между поддержанием полного вакуума и введением газа во время охлаждения является критически важным инженерным решением. Он представляет собой прямой компромисс между достижением максимальной чистоты поверхности (с помощью вакуума) и контролем скорости охлаждения для управления временем цикла и металлургической структурой (с помощью газа).

Основная цель: Защита заготовки
По своей сути, вакуумная печь создает контролируемую, инертную среду. Этот контроль столь же важен на этапе охлаждения, как и на этапе нагрева.
Предотвращение окисления и загрязнения
Даже после выключения источника тепла заготовка остается достаточно горячей, чтобы мгновенно вступать в реакцию с активными газами, такими как кислород или водяной пар. Поддержание вакуума лишает поверхность этих реагентов, предотвращая образование оксидов и других нежелательных поверхностных слоев.
Обеспечение яркой, чистой отделки
Это предотвращение поверхностных реакций приводит к «яркой» отделке. Детали выходят из печи чистыми и блестящими, что часто исключает необходимость вторичной постобработки, такой как кислотная очистка, пескоструйная обработка или полировка, что экономит и время, и средства.
Сохранение целостности материала
Для многих высокопроизводительных применений в аэрокосмической, медицинской или электронной промышленности целостность поверхности является эксплуатационной характеристикой. Микроскопический оксидный слой может препятствовать электропроводности, нарушать течение пайки или создавать точки зарождения усталостных трещин. Вакуум обеспечивает металлургическую чистоту поверхности.
Контроль скорости охлаждения
Хотя вакуум идеален для защиты поверхности, он не является эффективной средой для теплопередачи. Это приводит к различным стратегиям контроля скорости охлаждения.
Вакуумное охлаждение: Самый медленный, самый чистый метод
Охлаждение в глубоком вакууме почти исключительно зависит от теплового излучения. Это относительно медленный процесс, поскольку нет газа, который мог бы уносить тепло от детали посредством конвекции. Такое мягкое, медленное охлаждение идеально подходит для минимизации термических напряжений.
Газовое закаливание: Ускорение процесса
Для ускорения процесса используется метод, называемый газовым закаливанием (или обратным заполнением). В горячую зону нагнетается инертный газ, такой как аргон или азот высокой чистоты. Этот газ обеспечивает конвекцию, резко ускоряя скорость теплопередачи от заготовки к водоохлаждаемым стенкам печи.
Почему скорость имеет значение
Быстрое охлаждение, или закалка, часто необходимо для достижения определенных металлургических свойств, таких как фиксация определенной структуры зерен или создание твердости в инструментальных сталях. Это также значительно сокращает общее время цикла процесса, увеличивая производительность.
Понимание компромиссов: Чистота против скорости
Решение о том, как охлаждать, не является произвольным; это рассчитанный компромисс, основанный на целях для конкретной детали.
Компромисс в отношении чистоты
Введение закалочного газа, даже очень высокой чистоты, представляет собой небольшое отклонение от идеального вакуума. Хотя инертные газы, как правило, не вступают в реакцию с металлом, эта среда менее чиста, чем глубокий вакуум.
Риск термического удара и деформации
Быстрое охлаждение, вызванное газовой закалкой, вносит значительное термическое напряжение в заготовку. Для деталей со сложной геометрией, тонкими стенками или переменным поперечным сечением это может привести к коробление, деформации или даже растрескиванию. Медленное, радиационное охлаждение в вакууме минимизирует эти риски.
Поиск середины: Частичное давление
Передовые процессы могут использовать «частичное давление» инертного газа. Это вводит ровно столько газа, чтобы ускорить охлаждение за счет ограниченной конвекции, но не столько, чтобы вызвать термический удар полной газовой закалки. Это обеспечивает контролируемый баланс между скоростью и стабильностью детали.
Сделайте правильный выбор в соответствии с вашей целью
Ваша стратегия охлаждения должна определяться конечными требованиями к вашему компоненту.
- Если ваш главный приоритет — максимальная чистота поверхности и яркая отделка: Поддерживайте полный вакуум во время охлаждения, принимая более длительное время цикла для детали без напряжений и загрязнений.
- Если ваш главный приоритет — достижение специфических металлургических свойств (например, твердости): Используйте быструю закалку инертным газом, но тщательно продумайте процесс, чтобы управлять риском деформации.
- Если ваш главный приоритет — баланс между скоростью производства и качеством детали: Используйте контролируемое обратное заполнение частичным давлением для ускорения охлаждения без чрезмерного термического удара.
В конечном счете, метод охлаждения является критической точкой контроля, используемой для инженерии конечных характеристик и качества компонента.
Сводная таблица:
| Метод охлаждения | Основные преимущества | Идеальные сценарии использования |
|---|---|---|
| Вакуумное охлаждение | Предотвращает окисление, обеспечивает яркую отделку, минимизирует термические напряжения | Применения, требующие максимальной чистоты поверхности и минимальной деформации |
| Газовая закалка | Ускоряет охлаждение, достигает специфических металлургических свойств, сокращает время цикла | Процессы, требующие быстрого охлаждения для твердости или производительности |
| Частичное давление | Балансирует скорость и чистоту, снижает риск термического удара | Сценарии, требующие контролируемого охлаждения без рисков полной закалки |
Оптимизируйте ваши высокотемпературные процессы с передовыми печными решениями KINTEK! Благодаря выдающимся исследованиям и разработкам и собственному производству мы предоставляем различным лабораториям индивидуальные высокотемпературные печные системы, включая муфельные, трубчатые, роторные печи, вакуумные и атмосферные печи, а также системы CVD/PECVD. Наши широкие возможности индивидуальной настройки обеспечивают точное соответствие вашим уникальным экспериментальным потребностям, повышая эффективность и результаты. Свяжитесь с нами сегодня, чтобы обсудить, как мы можем поддержать ваши конкретные требования и повысить производительность вашей лаборатории!
Визуальное руководство
Связанные товары
- Вакуумная печь горячего прессования машина нагретая вакуумная печь трубки прессования
- Вакуумный горячий пресс печь машина нагретый вакуумный пресс
- 600T вакуумный индукционный горячий пресс вакуумная термообработка и спекание печь
- 2200 ℃ Вакуумная печь для термообработки и спекания вольфрама
- Вакуумная термообработанная печь для спекания с давлением для вакуумного спекания
Люди также спрашивают
- Каковы преимущества системы вакуумной среды в вакуумной горячей прессовой печи? Достижение спекания с высокой плотностью
- Какие соображения определяют выбор нагревательных элементов и методов прессования для вакуумной горячей прессовой печи?
- Какие параметры процесса должны быть оптимизированы для конкретных материалов в печи вакуумного горячего прессования? Достижение оптимальной плотности и микроструктуры
- Каково значение вакуумной среды для спекания нержавеющей стали? Достижение высокой плотности и чистоты
- Как печи вакуумного горячего прессования преобразили обработку материалов? Достижение превосходной плотности и чистоты



















