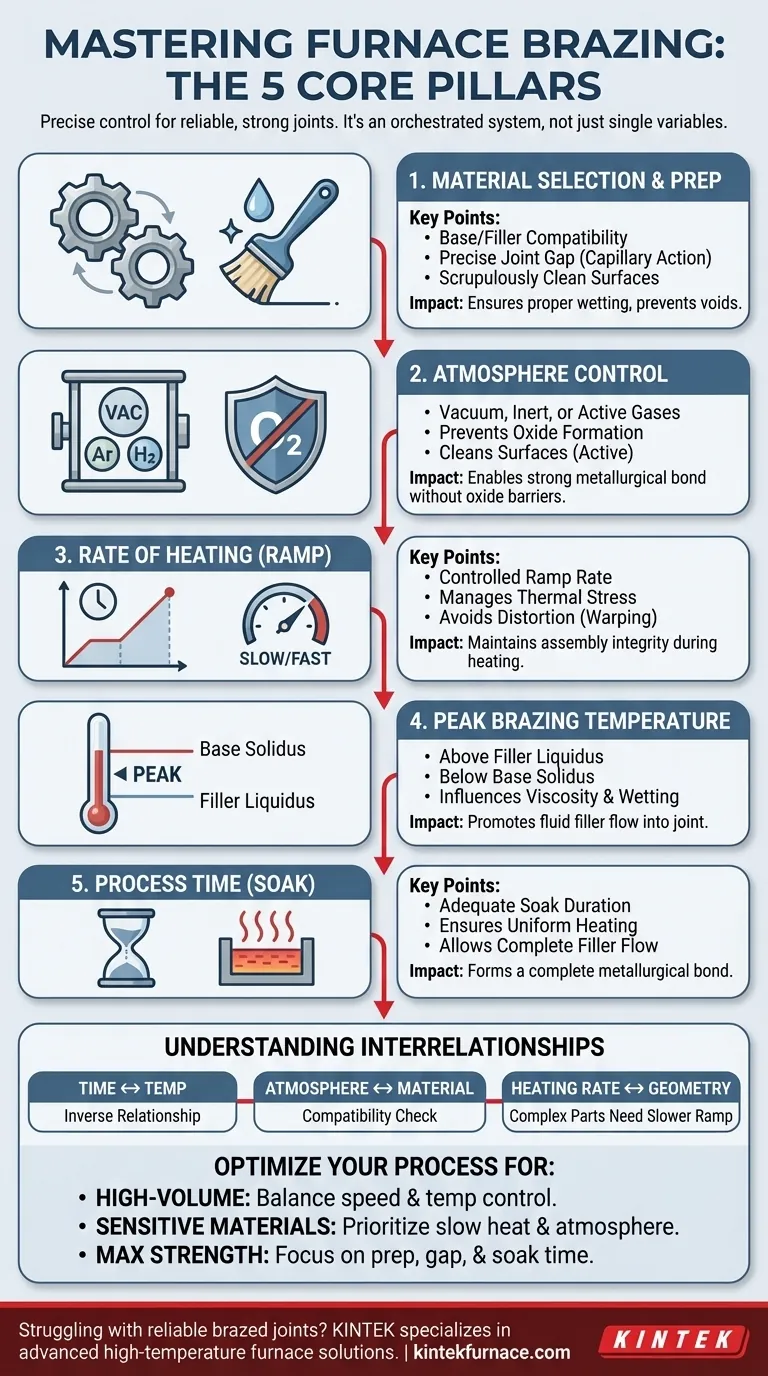
Для обеспечения надежности паяного соединения, выполненного в печи, необходимо точно контролировать пять взаимосвязанных факторов: выбранные материалы, атмосферу в печи, скорость нагрева, пиковую температуру пайки и общее время процесса. Успех зависит от управления взаимодействием этих переменных для создания чистой среды, в которой присадочный металл может правильно течь и образовывать прочную металлургическую связь.
Достижение идеальной пайки заключается не в оптимизации одной переменной в изоляции. Это оркестровка всей системы — материалов, атмосферы и теплового профиля — для слаженной работы.

Пять столпов печной пайки
Надежный процесс пайки строится на тщательном управлении пятью основными элементами. Каждый из них играет свою отдельную и критически важную роль в конечном качестве соединения.
Выбор и подготовка материалов
Процесс начинается задолго до того, как детали попадают в печь. Базовые металлы и присадочный металл для пайки должны быть совместимы.
Правильная конструкция соединения одинаково важна. Зазор между деталями должен быть спроектирован точно, чтобы позволить присадочному металлу затекать за счет капиллярного действия, но не настолько большим, чтобы он не заполнился полностью.
Наконец, все детали должны быть безукоризненно чистыми. Загрязнения, такие как масла, смазки или плотные оксиды, помешают присадочному металлу смачивать поверхности базового металла, что приведет к пустотам и разрушению соединения.
Контроль атмосферы
Атмосфера в печи является одним из наиболее критических элементов управления процессом. Ее основная задача — предотвратить образование оксидов на базовых и присадочных металлах по мере их нагрева.
Для разных материалов используются разные атмосферы. Вакуум отлично подходит для реактивных металлов, таких как титан. Инертные атмосферы (например, аргон) защищают, в то время как активные атмосферы (например, смеси водорода) могут химически восстанавливать поверхностные оксиды, эффективно очищая детали в процессе цикла.
Без надлежащего контроля атмосферы оксиды будут действовать как барьер, мешая присадочному металлу течь и свариваться с основным материалом.
Скорость нагрева
Скорость нагрева сборки, известная как скорость нарастания (ramp rate), должна контролироваться для управления термическими напряжениями.
Слишком быстрый нагрев может привести к тому, что тонкие сечения нагреются намного быстрее толстых, вызывая термические искажения или коробление сборки.
И наоборот, слишком медленная скорость нарастания может быть неэффективной и привести к нежелательным металлургическим изменениям в базовых материалах еще до достижения температуры пайки.
Пиковая температура пайки
Пиковая температура — это конкретная температура, при которой сборка выдерживается для выполнения пайки. Эта температура должна быть достаточно высокой, чтобы полностью расплавить присадочный металл (выше его температуры ликвидуса), но оставаться значительно ниже температуры плавления базовых металлов (их температуры солидуса).
Температура напрямую влияет на вязкость присадочного металла и его способность смачивать базовые материалы. Правильно выбранная пиковая температура гарантирует, что присадочный металл будет плавно течь в соединение за счет капиллярного действия.
Время процесса
Время процесса, или время выдержки (soak time), относится к продолжительности выдержки сборки при пиковой температуре пайки.
Это время должно быть достаточным для того, чтобы вся сборка, включая самые толстые сечения, достигла равномерной температуры. Оно также дает достаточно времени для полного заполнения присадочным металлом всего соединения и образования надлежащей металлургической связи.
Понимание взаимосвязей
Пять столпов пайки не существуют изолированно; они глубоко взаимосвязаны. Изменение одной переменной требует корректировки других.
Взаимосвязь времени и температуры
Время и температура имеют обратную зависимость. Немного более высокая пиковая температура может позволить сократить время процесса, поскольку присадочный металл будет более текучим. Однако это увеличивает риск деформации или повреждения термочувствительных базовых материалов.
Совместимость атмосферы и материалов
Выбор атмосферы диктуется соединяемыми материалами. Пайка нержавеющих сталей, например, часто требует сухой водородной атмосферы для восстановления прочных оксидов хрома, которые образуются. Использование неправильной атмосферы для вашего материала гарантирует отказ соединения.
Скорость нагрева и геометрия деталей
Сложные сборки с различной толщиной требуют более медленной и продуманной скорости нагрева. Это гарантирует равномерное достижение пиковой температуры всей деталью, предотвращая проблемы термических напряжений и обеспечивая затекание присадочного металла в области, которые в противном случае отставали бы по температуре.
Оптимизация процесса пайки
Ваши идеальные параметры процесса полностью зависят от конкретной цели. Используйте эти принципы для принятия решений.
- Если ваш основной фокус — крупносерийное производство: Сбалансируйте более быструю скорость нагрева и более короткое время процесса с точным контролем температуры для обеспечения качества без снижения пропускной способности.
- Если ваш основной фокус — соединение разнородных или чувствительных материалов: Отдавайте приоритет более медленным скоростям нагрева и тщательному контролю атмосферы для управления термическими напряжениями и предотвращения нежелательных реакций.
- Если ваш основной фокус — максимальная прочность и целостность соединения: Сосредоточьтесь на безупречной подготовке материалов, точном контроле зазора в соединении и обеспечении полного протекания присадочного металла за счет достаточного времени при заданной температуре.
Освоение того, как взаимодействуют эти фундаментальные переменные, является ключом к превращению печной пайки из искусства в надежную и воспроизводимую науку.
Сводная таблица:
| Фактор | Ключевые точки контроля | Влияние на качество соединения |
|---|---|---|
| Выбор материала | Совместимость базового/присадочного металла, зазор в соединении, чистота | Обеспечивает правильное смачивание и капиллярное действие, предотвращает пустоты |
| Контроль атмосферы | Использование вакуума, инертных или активных газов | Предотвращает образование оксидов, обеспечивает прочные металлургические связи |
| Скорость нагрева | Контролируемое нарастание для управления термическими напряжениями | Снижает искажения и короблению сборок |
| Пиковая температура | Выше ликвидуса присадки, ниже солидуса базы | Способствует плавному течению присадки и полному заполнению соединения |
| Время процесса | Достаточная выдержка для равномерного нагрева и сваривания | Обеспечивает полное протекание присадочного металла и образование связи |
Испытываете трудности с получением надежных паяных соединений в вашей лаборатории? KINTEK специализируется на передовых высокотемпературных печных решениях, адаптированных для точной пайки. Благодаря нашим исключительным исследованиям и разработкам и собственному производству мы предлагаем такие продукты, как муфельные, трубчатые, роторные, вакуумные и газовые печи, а также системы CVD/PECVD. Наши широкие возможности по индивидуальной настройке гарантируют, что ваша печь будет соответствовать уникальным экспериментальным потребностям, повышая качество соединений и эффективность процесса. Свяжитесь с нами сегодня, чтобы обсудить, как наши решения могут оптимизировать ваш процесс пайки и обеспечить превосходные результаты!
Визуальное руководство
Связанные товары
- Печь для спекания и пайки с вакуумной термообработкой
- Небольшая вакуумная печь для термообработки и спекания вольфрамовой проволоки
- Высокотемпературная муфельная печь для лабораторного измельчения и предварительного спекания
- Зубной фарфор циркония спекания керамики вакуумная пресс печь
- Вакуумная печь для спекания стоматологического фарфора для зуботехнических лабораторий
Люди также спрашивают
- Каково значение вакуумной пайки в современном производстве? Обеспечение прочных, чистых соединений для критически важных применений
- Какова температура пайки в вакуумной печи? Оптимизируйте прочность и чистоту Вашего соединения
- Каково одно из важнейших применений вакуумных печей для термообработки в аэрокосмической отрасли? Достижение превосходной прочности алюминиевых сплавов для авиации
- Какова роль высокоточных печей в термообработке Inconel 718? Мастер микроструктурной инженерии
- Какова функция промышленных вакуумных печей для термообработки? Повышение качества 3D-печатной мартенситностареющей стали



















