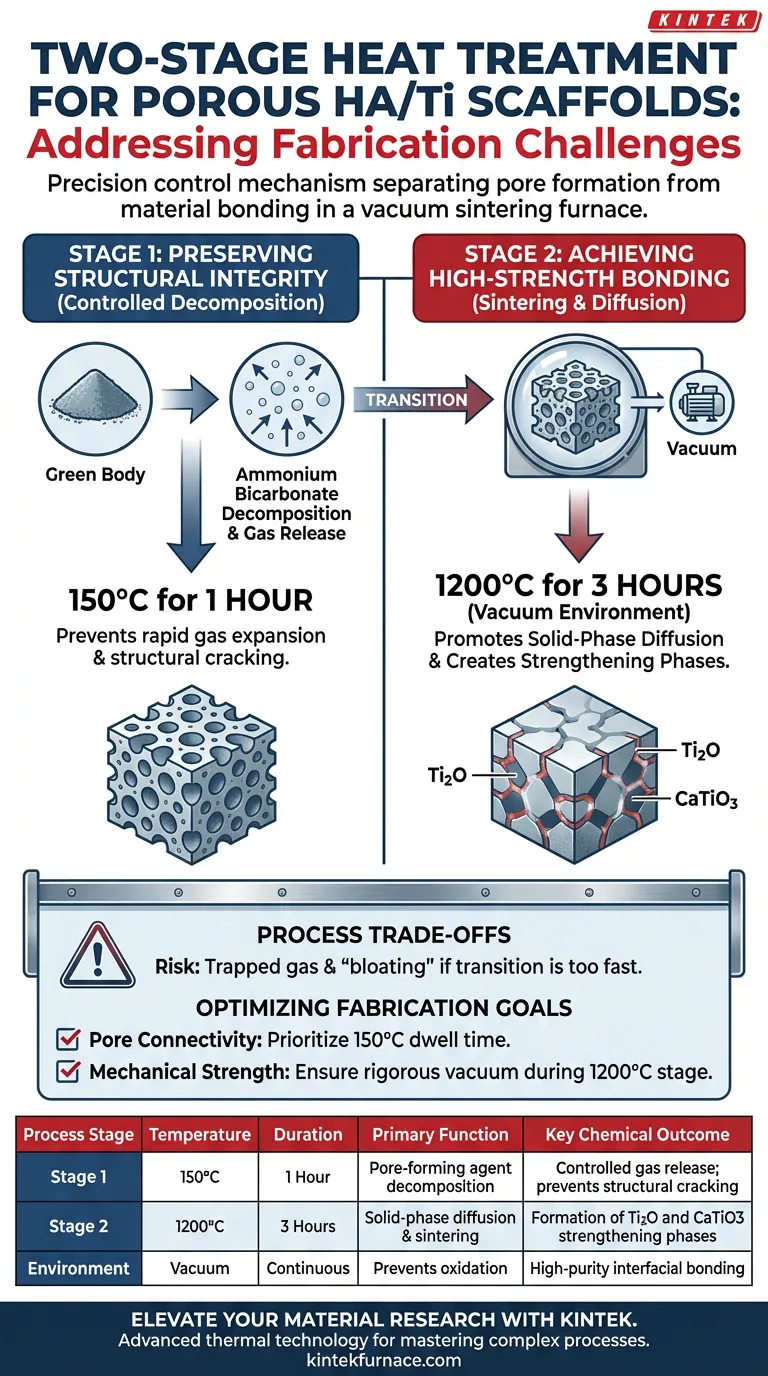
Двухэтапный процесс термообработки действует как механизм точного контроля, разделяя летучие компоненты для удаления порообразователей и высокоэнергетические процессы для связывания материалов. Этот метод решает двойную задачу предотвращения коллапса структуры во время выделения газа (Этап 1 при 150°C) и обеспечения прочной межфазной прочности посредством химического фазового превращения (Этап 2 при 1200°C).
Успешное изготовление каркаса требует разделения механического напряжения, связанного с образованием пор, и химического процесса спекания. Такой раздельный подход предотвращает разрушение заготовки во время расширения газа, одновременно создавая необходимые условия для образования упрочняющих фаз, таких как Ti2O и CaTiO3.

Этап 1: Сохранение структурной целостности
Первоначальная задача при изготовлении пористых каркасов из ГА/титана заключается в управлении процессом удаления порообразователя без разрушения хрупкой «заготовки» (уплотненной, но необожженной структуры порошка).
Риск быстрого расширения газа
Когда порообразователи, такие как бикарбонат аммония, разлагаются, они выделяют газ. Если эта реакция происходит слишком быстро или при слишком высокой температуре, внутреннее давление может разрушить каркас до того, как он приобретет какую-либо механическую прочность.
Контролируемое термическое разложение
Первый этап решает эту проблему путем выдержки температуры при 150°C в течение 1 часа. Эта специфическая термическая полка позволяет медленно и контролируемо разлагать бикарбонат аммония.
Регулируя скорость выделения газа, процесс создает желаемую пористость без образования микротрещин или катастрофического разрушения структуры каркаса.
Этап 2: Достижение высокопрочного связывания
После стабилизации структуры пор вторая задача заключается в преобразовании рыхлого порошка в единый, несущий нагрузку материал. Это требует значительно большей энергии для запуска химических изменений.
Стимулирование диффузии в твердой фазе
На втором этапе температура повышается до 1200°C на 3 часа в вакуумной среде. Эта высокотемпературная выдержка необходима для активации диффузии в твердой фазе, при которой атомы перемещаются между частицами титана и гидроксиапатита (ГА).
Образование упрочняющих фаз
Процесс вакуумного спекания способствует специфическим межфазным реакциям, которые невозможны при более низких температурах. Он способствует образованию новых химических соединений, в частности Ti2O и CaTiO3.
Эти новые фазы действуют как металлургический «клей». Они обеспечивают высокопрочное связывание между керамическими (ГА) и металлическими (титановыми) компонентами, гарантируя, что каркас сможет выдерживать механические нагрузки.
Понимание компромиссов процесса
Хотя этот двухэтапный процесс эффективен, он вводит определенные ограничения, которыми необходимо управлять, чтобы избежать производственных ошибок.
Стоимость теплового разделения
Основным компромиссом является строгое требование к разделению тепловых зон. Быстрый переход от фазы разложения (Этап 1) к фазе спекания (Этап 2) создает конфликт между эвакуацией газа и усадкой материала.
Если переход слишком быстрый, остаточный газ оказывается запертым внутри уплотняющегося материала. Это приводит к внутренним дефектам или «вздутию», что снижает конечную прочность, обеспечиваемую фазами Ti2O и CaTiO3.
Оптимизация изготовления для ваших целей
Чтобы максимизировать эффективность этой термообработки, согласуйте управление процессом с вашими конкретными целевыми показателями производительности.
- Если ваш основной фокус — связность и форма пор: Уделяйте первостепенное внимание строгому соблюдению времени выдержки при 150°C, обеспечивая полную эвакуацию бикарбоната аммония для предотвращения структурных искажений.
- Если ваш основной фокус — механическая прочность и долговечность: Обеспечьте строгое поддержание вакуумной среды во время этапа при 1200°C, поскольку загрязнение кислородом или недостаточное время помешают образованию жизненно важных связующих слоев Ti2O и CaTiO3.
Строго разделяя удаление газа и связывание материала, вы превращаете хрупкий уплотненный порошок в прочный, биомедицински пригодный каркас.
Сводная таблица:
| Этап процесса | Температура | Продолжительность | Основная функция | Ключевой химический результат |
|---|---|---|---|---|
| Этап 1 | 150°C | 1 час | Разложение порообразователя | Контролируемое выделение газа; предотвращает растрескивание структуры |
| Этап 2 | 1200°C | 3 часа | Диффузия в твердой фазе и спекание | Образование упрочняющих фаз Ti2O и CaTiO3 |
| Среда | Вакуум | Непрерывно | Предотвращает окисление | Высокочистое межфазное связывание |
Улучшите свои материаловедческие исследования с KINTEK
Точность — это разница между хрупкой заготовкой и высокопроизводительным каркасом. KINTEK предоставляет передовые термические технологии, необходимые для освоения сложных процессов, таких как двухэтапное вакуумное спекание.
Опираясь на экспертные исследования и разработки, а также производство, мы предлагаем полный спектр муфельных, трубчатых, роторных, вакуумных и CVD систем. Независимо от того, изготавливаете ли вы биомедицинские каркасы из ГА/титана или передовую керамику, наши лабораторные высокотемпературные печи полностью настраиваются в соответствии с вашими уникальными термическими профилями и требованиями к атмосфере.
Готовы оптимизировать результаты спекания?
Свяжитесь с KINTEK сегодня, чтобы обсудить потребности вашего проекта
Визуальное руководство
Ссылки
- Xingping Fan, Hao Zhang. Fabrication and Characterization of LaF3-Reinforced Porous HA/Ti Scaffolds. DOI: 10.3390/coatings14010111
Эта статья также основана на технической информации из Kintek Furnace База знаний .
Связанные товары
- Вакуумная печь для спекания молибденовой проволоки
- Вакуумная термообработанная печь для спекания с давлением для вакуумного спекания
- 9MPa воздушного давления вакуумной термообработки и спекания печь
- Небольшая вакуумная печь для термообработки и спекания вольфрамовой проволоки
- 600T вакуумный индукционный горячий пресс вакуумная термообработка и спекание печь
Люди также спрашивают
- Какова функция печи для вакуумного спекания в процессе SAGBD? Оптимизация магнитной коэрцитивной силы и производительности
- Как вакуумное спекание способствует снижению затрат при обработке материалов? Снижение расходов за счет получения деталей превосходного качества
- Какова цель этапа выдержки при средней температуре? Устранение дефектов при вакуумном спекании
- Что такое вакуумная спекательная печь и какова ее основная функция? Достижение высокой чистоты и плотности материалов
- Какие типы вакуумных насосов используются в вакуумных печах для спекания? Оптимизируйте процесс спекания с помощью правильной системы насосов



















