В порошковой металлургии принципиальное различие между этими двумя методами заключается в конечной плотности материала. Горячее прессование неизменно производит детали со значительно более низкой пористостью, достигая плотностей, близких к теоретически идеальным. В отличие от этого, обычный двухэтапный процесс холодного компактирования и спекания почти всегда приводит к получению компонента с более высоким и часто менее однородным уровнем остаточной пористости.
Выбор не просто технический; это стратегическое решение. Вы должны сбалансировать бескомпромиссную производительность материала, достигаемую горячим прессованием, с экономической эффективностью и масштабируемостью, предлагаемыми холодным компактированием и спеканием.

Фундаментальное различие процессов
Чтобы понять, почему пористость различается, вы должны сначала понять, как работает каждый процесс. Последовательность и комбинация тепла и давления являются критическими факторами.
Холодное компактирование и спекание: Двухэтапный метод
Это последовательный процесс. Сначала металлический порошок прессуется в желаемую форму при комнатной температуре с использованием матрицы. Эта первоначальная деталь, известная как «зеленая прессовка», хрупка и содержит значительную пористость.
На втором этапе эта прессовка нагревается в печи до температуры ниже точки плавления. Этот процесс спекания позволяет частицам порошка связываться и сплавляться, что снижает пористость и увеличивает прочность. Однако без внешнего давления трудно устранить все пустоты.
Горячее прессование: Интегрированный подход
Горячее прессование или горячее изостатическое прессование (ГИП) — это одностадийный, интегрированный процесс. Тепло и высокое давление применяются одновременно к порошку.
Нагревая материал во время его сжатия, частицы становятся более пластичными и податливыми. Это позволяет внешнему давлению быть гораздо более эффективным при сжатии частиц, схлопывании пустот между ними и вытеснении захваченных газов.
Как каждый процесс определяет пористость и микроструктуру
Конечные свойства компонента являются прямым результатом его внутренней структуры. И пористость, и размер зерна определяются путем изготовления.
Достижение почти теоретической плотности при горячем прессовании
Одновременное применение тепла и давления при горячем прессовании исключительно эффективно для уплотнения. Этот процесс позволяет достичь конечной плотности более 99% от теоретического максимума.
Такое почти полное устранение пористости напрямую приводит к превосходным механическим свойствам, включая более высокую прочность, твердость и вязкость разрушения.
Внутренняя пористость при холодном компактировании
При холодном компактировании и спекании уплотнение зависит исключительно от атомной диффузии на стадии нагрева. Хотя это уменьшает размер детали и объем пор, некоторые поры неизбежно остаются изолированными и запертыми внутри материала.
Получающаяся пористость негативно влияет на механические характеристики, действуя как точки концентрации напряжений, где могут зарождаться трещины.
Критическая роль размера зерна
Горячее прессование обычно использует более низкие температуры и более короткие циклы. Это, в сочетании с интенсивным давлением, подавляет рост зерна, что приводит к очень мелкозернистой микроструктуре. Мелкие зерна дополнительно повышают прочность и долговечность материала.
Напротив, для достижения адекватной плотности обычное спекание часто требует более высоких температур или более длительного времени выдержки. Эта среда способствует росту зерна, что приводит к более грубой микроструктуре, которая может снизить общие механические характеристики материала.
Понимание компромиссов: Производительность против практичности
Выбор процесса редко основывается только на производительности. Вы должны сопоставить превосходные свойства материала с существенными различиями в стоимости производства, скорости и сложности.
Стоимость и сложность
Оборудование для горячего прессования сложное и должно выдерживать экстремальные температуры и давления, что делает его значительно более дорогим в приобретении и эксплуатации. Процесс также потребляет больше энергии.
Холодное компактирование и спекание основаны на более простых, более устоявшихся технологиях, что приводит к меньшим капитальным вложениям и эксплуатационным расходам.
Скорость и масштаб производства
Холодное компактирование — это быстрый процесс, а спекание может осуществляться большими партиями, что делает его идеальным для крупносерийного, масштабного производства.
Горячее прессование — это более медленный, ориентированный на партии процесс. Завершение полного цикла уплотнения может занять 3-10 минут, по сравнению с часами, часто требуемыми для спекания, но сам процесс не подходит для массового производства. Он лучше подходит для небольших партий дорогостоящих компонентов.
Материальные и геометрические ограничения
Матрицы, используемые при горячем прессовании, должны быть изготовлены из материалов, которые могут выдерживать высокие температуры, что может ограничивать выбор и увеличивать затраты на оснастку. Формы, которые могут быть произведены, часто более просты.
Холодное компактирование предлагает большую гибкость в создании сложных геометрий.
Правильный выбор для вашего применения
Ваше окончательное решение должно быть продиктовано бескомпромиссными требованиями вашего проекта.
- Если ваша основная цель — максимальная производительность и плотность: Выберите горячее прессование за его уникальную способность создавать почти полностью плотные, мелкозернистые материалы с превосходной механической прочностью.
- Если ваша основная цель — экономически эффективное, крупносерийное производство: Выберите холодное компактирование и спекание, так как это гораздо более экономичный и масштабируемый процесс для применений, где допустима некоторая остаточная пористость.
- Если ваша основная цель — создание сложных геометрий по низкой цене: Холодное компактирование обеспечивает большую свободу проектирования, но вы должны учитывать компромисс в механических свойствах.
В конечном счете, понимание этой взаимосвязи между процессом, пористостью и производительностью позволяет вам выбрать путь производства, который идеально соответствует вашим инженерным и бизнес-целям.
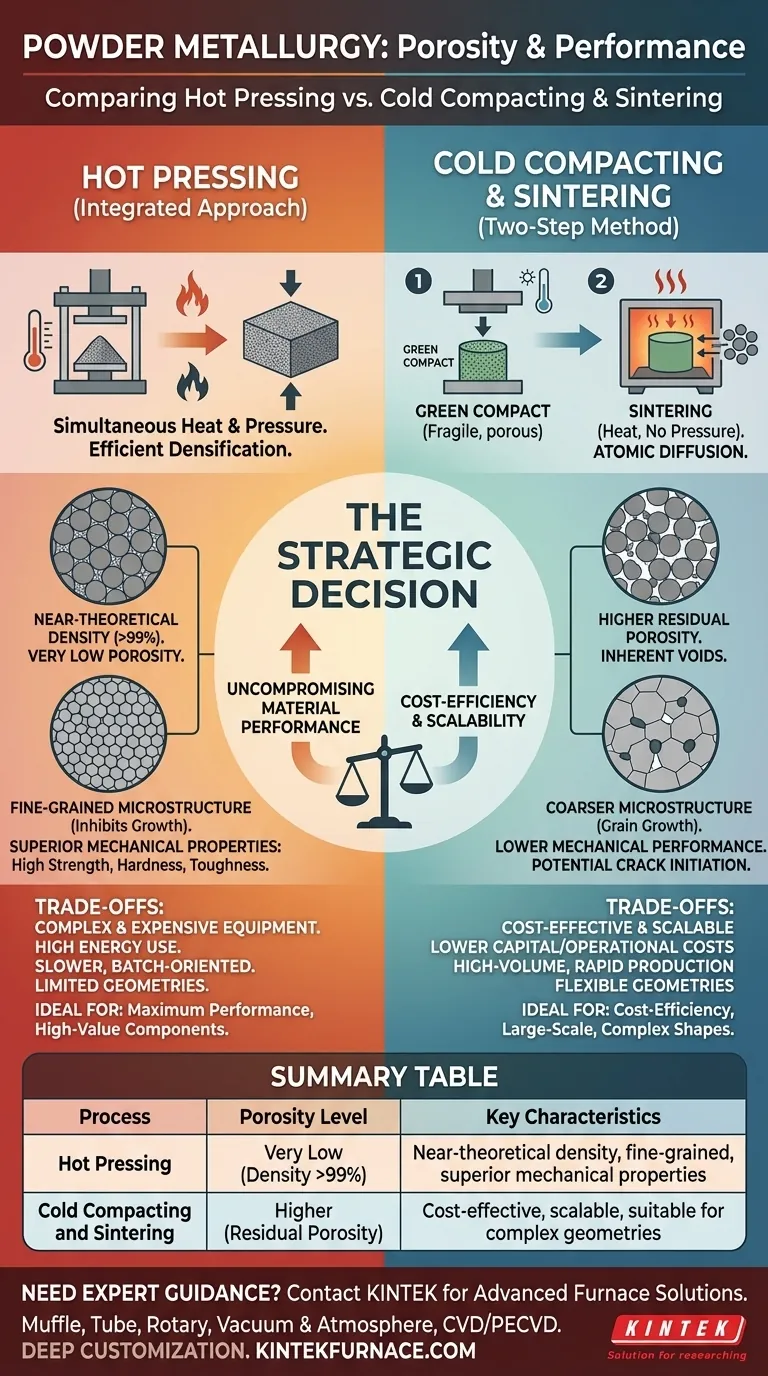
Сводная таблица:
| Процесс | Уровень пористости | Ключевые характеристики |
|---|---|---|
| Горячее прессование | Очень низкий (плотность >99%) | Почти теоретическая плотность, мелкозернистая микроструктура, превосходные механические свойства |
| Холодное компактирование и спекание | Более высокий (остаточная пористость) | Экономически эффективный, масштабируемый, подходит для сложных геометрий |
Нужен экспертный совет по выбору подходящей высокотемпературной печи для вашего процесса порошковой металлургии? В KINTEK мы используем исключительные научно-исследовательские разработки и собственное производство для предоставления передовых решений, таких как муфельные, трубчатые, роторные печи, вакуумные и атмосферные печи, а также системы CVD/PECVD. Наша мощная возможность глубокой настройки гарантирует, что мы сможем точно удовлетворить ваши уникальные экспериментальные требования, будь то для горячего прессования или спекания. Свяжитесь с нами сегодня, чтобы повысить эффективность вашей лаборатории и достичь оптимальной производительности материала!
Визуальное руководство
Связанные товары
- Высокотемпературная муфельная печь для лабораторного измельчения и предварительного спекания
- Вакуумная индукционная плавильная печь и дуговая плавильная печь
- Печь-труба для экстракции и очистки магния
- Вертикальная лабораторная кварцевая трубчатая печь трубчатая печь
- Электрическая вращающаяся печь пиролиза завод машина малый вращающаяся печь кальцинер
Люди также спрашивают
- Какую роль играет высокотемпературная муфельная печь в синтезе STFO? Достижение чистых перовскитных результатов
- Почему для пористого LATP используется двухстадийный процесс спекания? Освоение целостности структуры и пористости
- Как высокотемпературная муфельная печь преобразует порошок раковин в CaO? Получение высокочистого оксида кальция путем прокаливания
- Какова функция лабораторной высокотемпературной муфельной печи при синтезе ниобатных люминофоров?
- Какую роль играет высокотемпературная муфельная печь в сшивании TiO2 и PEN? Создание высокопроизводительных гибридов



















