Термообработка является решающим фактором, который позволяет инструментальной стали NC6 (1.2063) эффективно функционировать при одноточечном инкрементальном формовании (SPIF). В частности, подвергая материал закалке и отпуску для достижения твердости 58 HRC, ему придается необходимая износостойкость и структурная целостность, требуемые для процесса. Без этой специфической обработки инструмент не сможет выдержать механические нагрузки при формовании.
Основной вывод
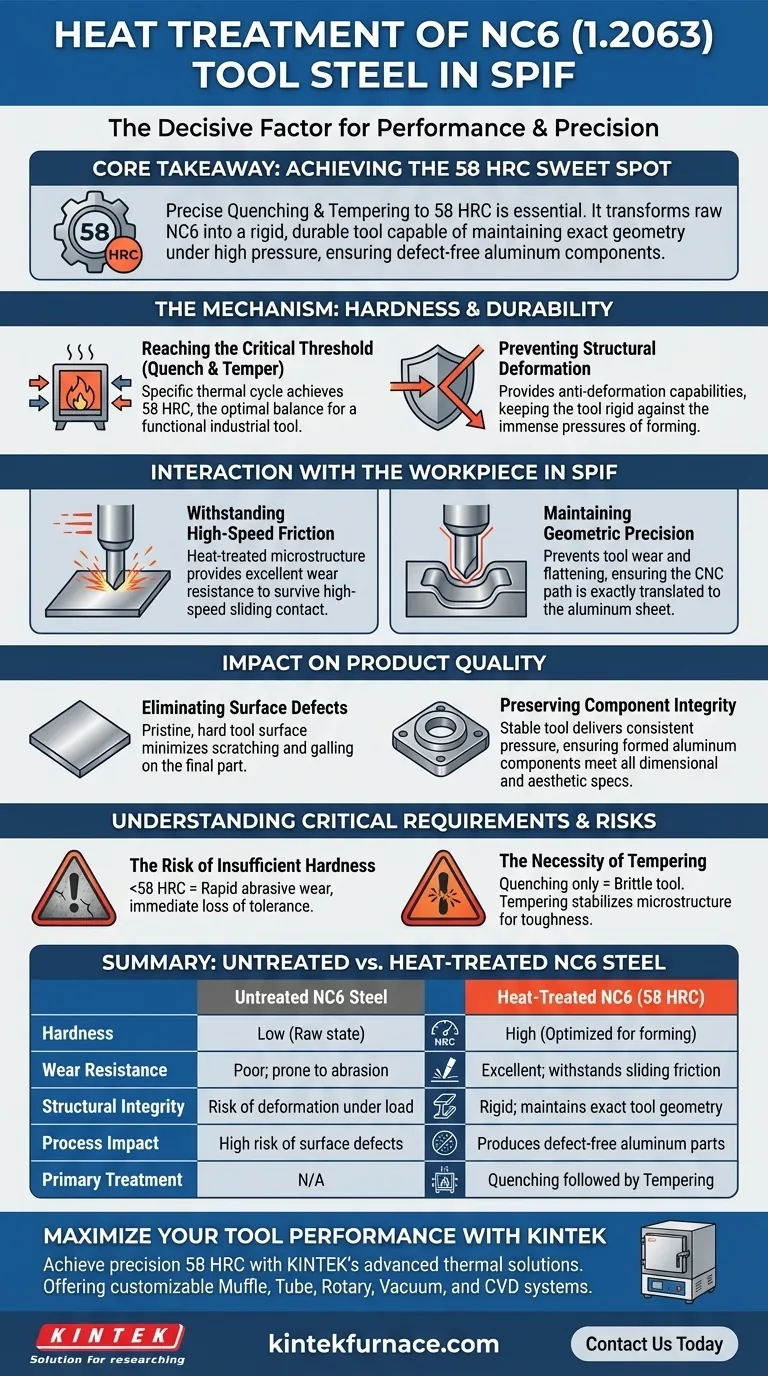
Эффективность формовочного инструмента из NC6 полностью зависит от точного цикла термообработки, который обеспечивает баланс между твердостью и долговечностью. Достижение твердости 58 HRC делает инструмент достаточно жестким, чтобы сохранять свою точную геометрию под высоким давлением, что напрямую приводит к получению алюминиевых деталей без дефектов.

Механизм твердости и долговечности
Достижение критического порога твердости
Химического состава стали NC6 самого по себе недостаточно; она должна пройти специфический термический цикл.
Процесс требует закалки с последующим отпуском для достижения целевой твердости 58 HRC. Этот конкретный уровень твердости является оптимальным, превращая сталь из сырья в функциональный промышленный инструмент.
Предотвращение структурной деформации
В SPIF инструмент действует как точка приложения локализованного высокого давления.
Если сталь будет слишком мягкой, огромное давление, необходимое для деформации алюминиевого листа, деформирует сам инструмент. Термообработка до 58 HRC обеспечивает антидеформационные свойства, гарантируя, что инструмент остается жестким независимо от приложенной нагрузки.
Взаимодействие с заготовкой
Сопротивление высокоскоростному трению
Процесс SPIF включает в себя быстрое перемещение инструмента по поверхности листового металла.
Это создает упрощенную, но жесткую среду, характеризующуюся высокоскоростным скольжением и значительным трением. Термообработанная микроструктура обеспечивает износостойкость, необходимую для выживания в этом абразивном контакте без деградации.
Поддержание геометрической точности
Форма конечного продукта определяется формой кончика инструмента (шарового наконечника).
Поскольку термообработка предотвращает износ или сплющивание инструмента, он сохраняет свою геометрическую точность. Это гарантирует, что путь, запрограммированный в станке с ЧПУ, точно переносится на алюминиевый лист.
Влияние на качество продукции
Устранение поверхностных дефектов
Деградированная поверхность инструмента передает несовершенства заготовке.
Поддерживая безупречную, твердую поверхность благодаря термообработке, инструмент плавно скользит по алюминиевому сплаву. Это минимизирует образование поверхностных дефектов, таких как царапины или задиры, на готовой детали.
Сохранение целостности компонента
Конечная цель процесса — получение высококачественной формованной детали.
Термообработка гарантирует, что инструмент может обеспечивать постоянное давление без сбоев. Эта стабильность сохраняет общее качество формованных алюминиевых компонентов, гарантируя их соответствие размерным и эстетическим спецификациям.
Понимание критических требований
Хотя преимущества этой обработки очевидны, важно понимать операционные риски отклонений.
Риск недостаточной твердости
Если термообработка не достигает контрольного показателя в 58 HRC, инструмент теряет свое основное преимущество. Более мягкий инструмент, вероятно, будет подвержен быстрому абразивному износу, что приведет к немедленной потере точности конечной детали.
Необходимость отпуска
Одна только закалка создает твердость, но часто делает сталь хрупкой. Включение отпуска в указанный процесс жизненно важно. Он стабилизирует микроструктуру, гарантируя, что инструмент не только твердый, но и достаточно прочный, чтобы выдерживать нагрузки без растрескивания.
Сделайте правильный выбор для вашей цели
Чтобы максимизировать производительность инструментальной стали NC6 в приложениях SPIF, применяйте следующие принципы:
- Если ваш основной приоритет — точность размеров: Убедитесь, что процесс термообработки строго контролируется для достижения ровно 58 HRC, чтобы предотвратить деформацию инструмента под нагрузкой.
- Если ваш основной приоритет — качество поверхности: Уделите первостепенное внимание износостойкости, полученной в результате этой обработки, чтобы предотвратить деградацию инструмента, вызывающую поверхностные дефекты на алюминии.
Правильно термообработанная сталь NC6 служит жесткой основой, необходимой для высокоточного инкрементального формования без дефектов.
Сводная таблица:
| Характеристика | Необработанная сталь NC6 | Термообработанная сталь NC6 (58 HRC) |
|---|---|---|
| Твердость | Низкая (сырое состояние) | Высокая (оптимизирована для формования) |
| Износостойкость | Низкая; подвержена истиранию | Отличная; выдерживает трение скольжения |
| Структурная целостность | Риск деформации под нагрузкой | Жесткая; сохраняет точную геометрию инструмента |
| Влияние на процесс | Высокий риск поверхностных дефектов | Производит алюминиевые детали без дефектов |
| Основная обработка | Н/Д | Закалка с последующим отпуском |
Максимизируйте производительность вашего инструмента с KINTEK
Достижение идеальной твердости 58 HRC для стали NC6 требует точности, которую может обеспечить только экспертное оборудование. Опираясь на ведущие в отрасли исследования и разработки и производство, KINTEK предлагает полный спектр муфельных, трубчатых, роторных, вакуумных и CVD систем — все они полностью настраиваются под ваши конкретные потребности в инструментальной стали и высокотемпературных лабораторных условиях.
Не позволяйте неправильной термообработке ставить под угрозу качество вашей продукции. Свяжитесь с нами сегодня, чтобы найти идеальное термическое решение для вашей лаборатории и обеспечить, чтобы ваши инструменты обеспечивали жесткость и точность, необходимые для ваших процессов SPIF.
Визуальное руководство
Ссылки
- Łukasz Kuczek, Ryszard Sitek. Influence of Heat Treatment on Properties and Microstructure of EN AW-6082 Aluminium Alloy Drawpieces After Single-Point Incremental Sheet Forming. DOI: 10.3390/app15020783
Эта статья также основана на технической информации из Kintek Furnace База знаний .
Связанные товары
- Карбид кремния SiC термические нагревательные элементы для электрической печи
- Печь с контролируемой инертной атмосферой азота, 1200℃
- Небольшая вакуумная печь для термообработки и спекания вольфрамовой проволоки
- Машина печи трубки CVD с несколькими зонами нагрева для оборудования химического осаждения из паровой фазы
- Высокотемпературная муфельная печь для лабораторного измельчения и предварительного спекания
Люди также спрашивают
- Как карбидокремниевые нагревательные элементы улучшают термообработку сплавов? Достижение превосходного контроля температуры
- Каковы эксплуатационные преимущества нагревательных элементов из карбида кремния? Обеспечение высокой температуры, эффективности и долговечности
- Каковы основные характеристики нагревательных элементов из карбида кремния по сравнению с металлическими нагревательными элементами? Узнайте ключевые различия для ваших высокотемпературных нужд
- Каковы уникальные свойства нагревательных элементов из карбида кремния? Ключевые преимущества для высокотемпературной работы
- Какие существуют распространенные типы нагревательных элементов из карбида кремния? Рассмотрите формы, покрытия и высокотемпературные характеристики



















