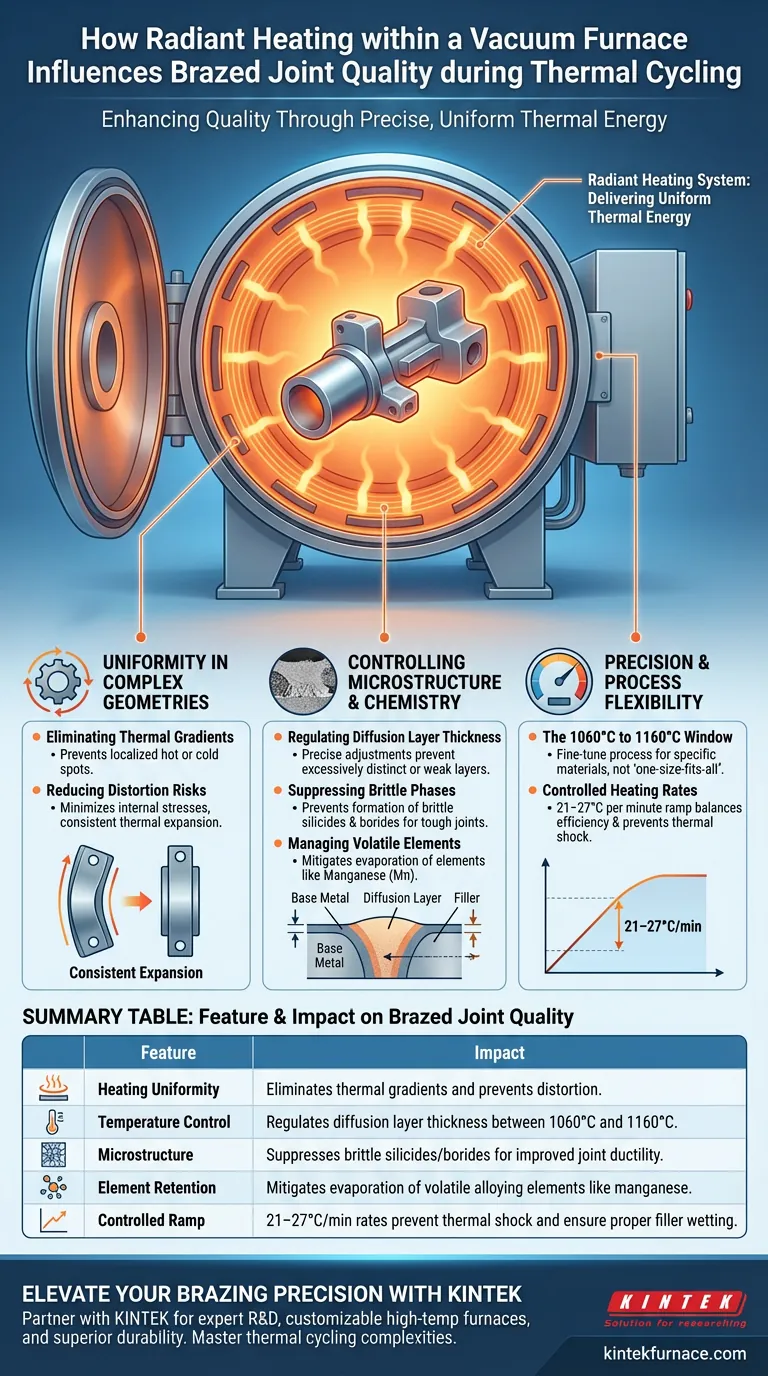
Системы лучистого отопления значительно повышают качество паяных соединений, обеспечивая точную, равномерную тепловую энергию компонентам, даже сложной формы. Обеспечивая контролируемые скорости нагрева, обычно составляющие 21–27 °C в минуту, этот метод обеспечивает микроструктурную стабильность и предотвращает образование дефектов, которые нарушают целостность соединения во время термических циклов.
Поддерживая строгий контроль температуры в диапазоне от 1060°C до 1160°C, лучистое отопление регулирует толщину диффузионного слоя и подавляет осаждение хрупких фаз. Эта точность является определяющим фактором в предотвращении испарения элементов и обеспечении пластичной, долговечной связи.

Роль однородности в сложных геометриях
Устранение температурных градиентов
Лучистое отопление создает стабильную тепловую среду, которая окружает компонент. Это гарантирует, что детали сложной формы нагреваются равномерно со всех сторон, а не страдают от локальных горячих или холодных пятен.
Снижение риска деформации
При равномерном нагреве тепловое расширение компонента остается постоянным. Это минимизирует внутренние напряжения, которые часто приводят к деформации или короблению во время цикла пайки.
Контроль микроструктуры и химии
Регулирование толщины диффузионного слоя
Прочность паяного соединения во многом зависит от диффузионного слоя между основным металлом и припоем. Лучистое отопление позволяет точно регулировать температуру, что регулирует толщину этого слоя, предотвращая его чрезмерную четкость или слабость.
Подавление хрупких фаз
Основной причиной отказа соединения является осаждение хрупких интерметаллидов. Точный термический контроль эффективно подавляет образование хрупких силицидов и боридов, гарантируя, что соединение остается прочным, а не хрупким.
Управление летучими элементами
Некоторые легирующие элементы, такие как марганец, склонны к испарению при высоких температурах и в вакууме. Контроль, обеспечиваемый системами лучистого отопления, смягчает эту потерю, сохраняя химический состав и предполагаемые свойства паяльного сплава.
Точность и гибкость процесса
Окно от 1060°C до 1160°C
Системы лучистого отопления обеспечивают исключительную гибкость в критическом диапазоне пайки от 1060°C до 1160°C. Эта регулируемость позволяет операторам точно настраивать процесс для конкретных материалов, а не полагаться на универсальный подход.
Контролируемые скорости нагрева
Возможность поддерживать скорость нагрева 21–27 °C в минуту обеспечивает баланс между эффективностью и предотвращением термического удара. Этот контролируемый подъем необходим для того, чтобы припой мог правильно течь и смачивать поверхность без деградации.
Понимание компромиссов
Время цикла против качества
Хотя скорость 21–27 °C в минуту обеспечивает высокое качество, это сознательный процесс. Этот метод отдает приоритет микроструктурной целостности над быстрой пропускной способностью, потенциально увеличивая время цикла по сравнению с менее точными методами нагрева.
Чувствительность процесса
Гибкость регулировки температуры в диапазоне от 1060°C до 1160°C требует точной разработки процесса. Операторы должны определить точные параметры для балансировки толщины диффузии и испарения элементов, поскольку небольшие отклонения могут изменить механические свойства соединения.
Оптимизация вашей стратегии пайки
Чтобы эффективно использовать лучистое отопление, согласуйте параметры процесса с вашими конкретными потребностями в компонентах:
- Если ваш основной фокус — геометрическая сложность: Используйте равномерное распределение тепла для минимизации деформации деталей сложной формы или с переменным поперечным сечением.
- Если ваш основной фокус — пластичность соединения: Нацельтесь на подавление силицидов и боридов путем строгого контроля времени выдержки и температуры в диапазоне 1060°C–1160°C.
- Если ваш основной фокус — целостность сплава: Контролируйте вакуум и скорости повышения температуры, чтобы предотвратить испарение летучих элементов, таких как марганец.
Точное управление температурой — это разница между соединением, которое выдерживает термические циклы, и соединением, которое выходит из строя преждевременно.
Сводная таблица:
| Характеристика | Влияние на качество паяного соединения |
|---|---|
| Однородность нагрева | Устраняет температурные градиенты и предотвращает деформацию в сложных геометриях. |
| Контроль температуры | Регулирует толщину диффузионного слоя в диапазоне от 1060°C до 1160°C. |
| Микроструктура | Подавляет хрупкие силициды/бориды для улучшения пластичности соединения. |
| Сохранение элементов | Смягчает испарение летучих легирующих элементов, таких как марганец. |
| Контролируемый подъем | Скорости 21–27°C/мин предотвращают термический удар и обеспечивают надлежащее смачивание припоем. |
Повысьте точность пайки с KINTEK
Не позволяйте термической нестабильности ставить под угрозу ваши критически важные компоненты. KINTEK предлагает передовые решения для вакуумных печей, разработанные для решения сложных задач термических циклов.
Почему стоит выбрать KINTEK?
- Экспертные исследования и разработки: Получите доступ к передовым знаниям в области термической обработки для сложных геометрий.
- Настраиваемые системы: От муфельных и трубчатых до вакуумных и CVD-систем — мы адаптируем наши высокотемпературные печи к вашим точным спецификациям.
- Превосходная долговечность: Обеспечьте пластичные, надежные соединения, устойчивые к образованию хрупких фаз.
Готовы оптимизировать свою стратегию управления температурой? Свяжитесь с нашей командой экспертов сегодня, чтобы узнать, как наши настраиваемые лабораторные печи могут преобразить ваши производственные результаты.
Визуальное руководство
Ссылки
- S.V. Maksymova, P.V. Kovalchuk. Brazing stainless steel with high chromium nickel alloy. DOI: 10.21203/rs.3.rs-7259392/v1
Эта статья также основана на технической информации из Kintek Furnace База знаний .
Связанные товары
- 2200 ℃ Графитовая вакуумная печь для термообработки
- Печь для спекания и пайки с вакуумной термообработкой
- Вакуумная термообработанная печь для спекания с давлением для вакуумного спекания
- 2200 ℃ Вакуумная печь для термообработки и спекания вольфрама
- Вакуумная печь для термообработки с футеровкой из керамического волокна
Люди также спрашивают
- Почему вакуумные печи для термообработки незаменимы в аэрокосмической промышленности? Обеспечение превосходной целостности материалов для ответственных применений
- Как вакуумная печь для термообработки улучшает состояние металлических сплавов? Достижение превосходных эксплуатационных характеристик металла
- Какова роль высокоточных печей в термообработке Inconel 718? Мастер микроструктурной инженерии
- Как вакуумная термообработка работает с точки зрения контроля температуры и времени? Точное управление трансформациями материалов
- Что такое процесс вакуумной термообработки? Достижение превосходных металлургических свойств



















