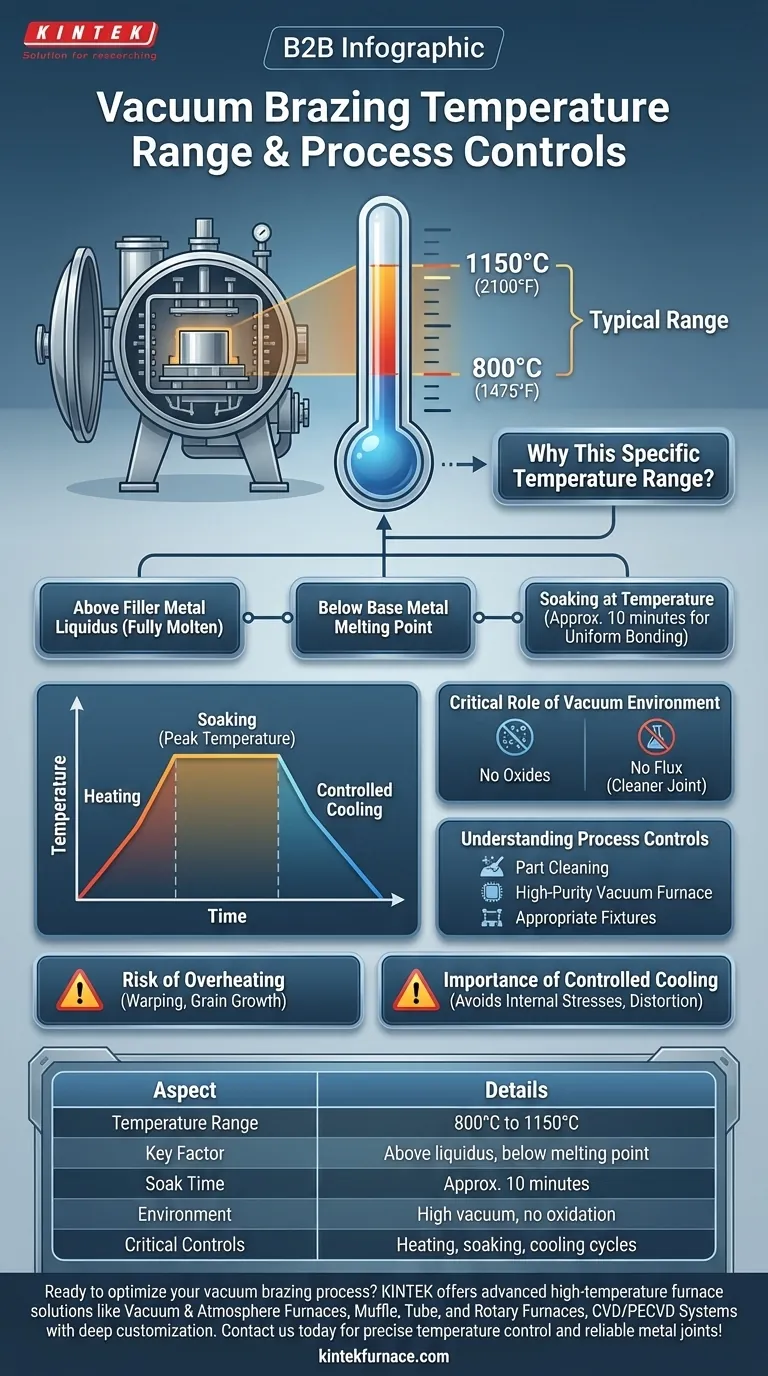
При вакуумной пайке процесс обычно проводится в температурном диапазоне от 800°C до 1150°C (примерно от 1475°F до 2100°F). Эта температура тщательно выбирается так, чтобы она была выше точки ликвидус припоя — температуры, при которой он становится полностью жидким — но ниже температуры плавления соединяемых компонентов. Сборка выдерживается при этой пиковой температуре, этот этап известен как «выдержка», в течение короткого времени, часто около 10 минут, после чего следует контролируемый цикл охлаждения.
Конкретная температура — это не отдельная цифра; это пик точно контролируемого термического цикла. Успех вакуумной пайки зависит от управления всем профилем — нагревом, выдержкой и охлаждением — в условиях высокого вакуума для достижения чистой, не содержащей флюса металлургической связи.

Почему именно этот температурный диапазон?
Выбор температуры пайки — это критически важное инженерное решение, диктуемое задействованными материалами. Это тщательный баланс, чтобы гарантировать правильное растекание припоя без повреждения основных материалов.
Роль припоя
Основным фактором, определяющим температуру пайки, является сплав припоя. Каждый сплав имеет определенный диапазон плавления, и температура процесса должна быть достаточно высокой, чтобы он стал полностью жидким и свободно растекался в соединении.
Температуры «Ликвидус» и «Солидус»
Пайка припоев не плавится при одной температуре. Они плавятся в диапазоне, определяемом солидусом (когда начинается плавление) и ликвидусом (когда он полностью расплавлен). Температура пайки должна быть установлена выше температуры ликвидус, чтобы гарантировать, что сплав обладает низкой вязкостью, необходимой для капиллярного действия.
Выдержка при температуре
После достижения пиковой температуры она поддерживается постоянной в течение установленного периода. Эта «выдержка» гарантирует, что вся сборка достигнет равномерной температуры и обеспечит достаточно времени для того, чтобы расплавленный припой полностью проник в соединение, создавая прочную, непрерывную связь.
Критическая роль вакуумной среды
Проведение этого процесса в вакууме — то, что отличает вакуумную пайку. Температура эффективна только потому, что атмосфера была удалена.
Предотвращение окисления
Высокий вакуум (отсутствие кислорода и других реактивных газов) предотвращает образование оксидов на поверхностях как основных металлов, так и припоя. Оксиды действуют как барьер, который в противном случае помешал бы припою смачивать и скрепляться с основными материалами.
Устранение необходимости в флюсе
При обычной пайке для удаления оксидов используется химический флюс. Вакуумная пайка достигает той же цели за счет чистой среды, что приводит к более чистому соединению без риска захвата флюса, который может вызвать коррозию и слабые места.
Понимание управления процессом
Достижение правильной температуры — это лишь часть успешной операции вакуумной пайки. Весь процесс должен быть тщательно контролироваться.
Это больше, чем просто температура
Успех зависит от цепочки контролируемых переменных. Это включает тщательную очистку деталей перед сборкой, использование высокочистой вакуумной печи и проектирование соответствующих приспособлений для удержания деталей в выравнивании во время термического цикла.
Риск перегрева
Превышение необходимой температуры может быть пагубным. Это может привести к деформации, провисанию или росту зерна основных металлов, что ухудшает их механические свойства. В крайних случаях это может даже привести к непреднамеренному плавлению основных материалов.
Важность контролируемого охлаждения
Скорость охлаждения после выдержки так же важна, как и скорость нагрева. Неконтролируемая или чрезмерно быстрая скорость охлаждения может вызвать внутренние напряжения, деформацию или образование хрупких металлургических фаз в соединении, что поставит под угрозу его целостность.
Сделайте правильный выбор для своей цели
Чтобы правильно задать процесс вакуумной пайки, необходимо учитывать взаимосвязь между материалами, конструкцией соединения и конечным применением.
- Если ваше основное внимание уделяется выбору материала: Убедитесь, что температура ликвидус припоя находится значительно ниже температуры плавления или термообработки ваших основных материалов.
- Если ваше основное внимание уделяется прочности и надежности соединения: Делайте акцент на управлении процессом, задавая строгие стандарты чистоты и четко определенный термический цикл, включая время выдержки и контролируемую скорость охлаждения.
- Если ваше основное внимание уделяется технологичности конструкции: Разработайте соединение с зазорами, оптимизированными для характеристик растекания выбранного припоя при заданной температуре пайки.
Освоение вакуумной пайки — это освоение всего термического процесса, а не просто достижение целевой температуры.
Сводная таблица:
| Аспект | Подробности |
|---|---|
| Температурный диапазон | 800°C до 1150°C (прибл. 1475°F до 2100°F) |
| Ключевой фактор | Выше ликвидуса припоя, ниже температуры плавления основного металла |
| Время выдержки | Обычно около 10 минут для равномерного склеивания |
| Среда | Высокий вакуум для предотвращения окисления и устранения флюса |
| Критический контроль | Циклы нагрева, выдержки и контролируемого охлаждения |
Готовы оптимизировать ваш процесс вакуумной пайки? В KINTEK мы специализируемся на предоставлении передовых высокотемпературных печных решений, адаптированных к вашим уникальным потребностям. Используя наши исключительные возможности в области исследований и разработок и собственное производство, мы предлагаем такие продукты, как вакуумные и атмосферные печи, муфельные, трубчатые и роторные печи, а также системы CVD/PECVD, все с широкими возможностями кастомизации для удовлетворения ваших конкретных экспериментальных требований. Независимо от того, работаете ли вы в аэрокосмической отрасли, автомобилестроении или научных исследованиях, наш опыт гарантирует прочные, надежные металлические соединения с точным контролем температуры. Свяжитесь с нами сегодня, чтобы обсудить, как мы можем повысить эффективность и результаты вашей лаборатории!
Визуальное руководство
Связанные товары
- Печь для спекания и пайки с вакуумной термообработкой
- Вакуумный горячий пресс печь машина нагретый вакуумный пресс
- Небольшая вакуумная печь для термообработки и спекания вольфрамовой проволоки
- Вакуумная печь для спекания молибденовой проволоки
- Вакуумная печь горячего прессования машина нагретая вакуумная печь трубки прессования
Люди также спрашивают
- Каковы технические преимущества использования фольги Ti-35Ni-25Nb? Высокая вязкость и стабильность бета-фазы.
- Какова роль высокоточных печей в термообработке Inconel 718? Мастер микроструктурной инженерии
- Каковы этапы типичной вакуумной пайки? Освойте процесс для получения прочных, чистых соединений
- Каковы преимущества использования вакуумных печей для термообработки металлических сплавов? Достижение превосходных свойств и характеристик металла
- Как вакуумная термообработка влияет на зернистую структуру металлических сплавов? Достижение точного контроля микроструктуры



















