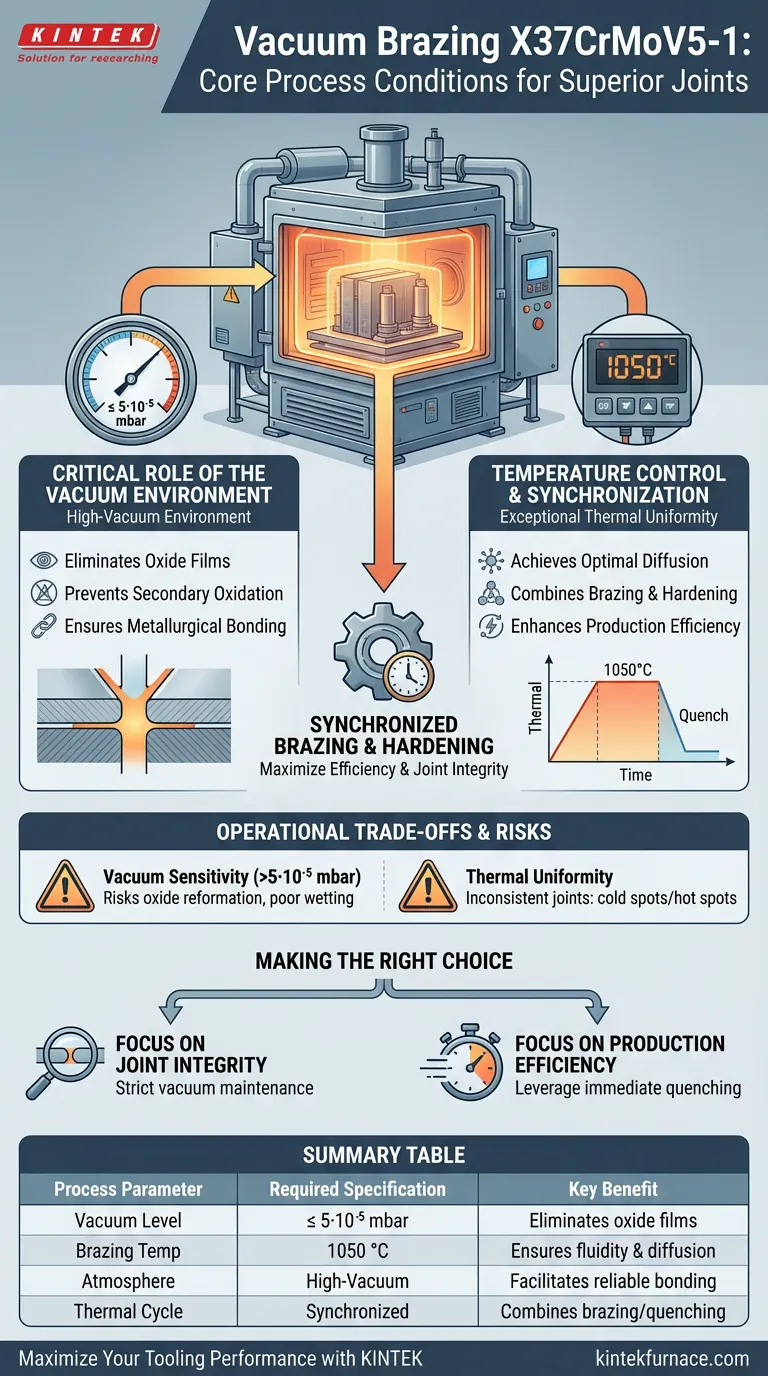
Промышленная печь для вакуумной пайки в основном обеспечивает среду высокого вакуума, обычно поддерживаемую на уровне ≤ 5∙10⁻⁵ мбар, в сочетании с нагревательным пространством, способным обеспечить исключительную термическую однородность.
Для горячекатаной инструментальной стали X37CrMoV5-1 эти условия позволяют процессу достигать 1050 °C, что способствует полному растеканию припоя и глубокой диффузии с основным материалом, предотвращая при этом окисление.
Поддерживая точный контроль давления и температуры, печь позволяет синхронизировать процесс пайки с циклами закалки и отпуска стали, одновременно максимизируя эффективность производства и целостность соединения.

Критическая роль вакуумной среды
Устранение поверхностных примесей
Печь создает «чистую» нагревательную среду, поддерживая высокий вакуум. Это удаляет существующие оксидные пленки с поверхности нержавеющей стали, которые являются барьерами для успешного соединения.
Предотвращение вторичного окисления
Помимо удаления существующих оксидов, уровень вакуума (приближающийся к 10⁻⁶ мбар в высокопроизводительных системах) предотвращает вторичное окисление как основного материала, так и припоя.
Обеспечение металлургического соединения
Это состояние без оксидов является необходимым физическим условием для правильного смачивания поверхности припоем. Это обеспечивает образование плотного, надежного металлургического соединения, а не поверхностной адгезии.
Контроль температуры и синхронизация процесса
Достижение оптимальной диффузии
Печь обеспечивает равномерное распределение температуры на уровне 1050 °C. На этом конкретном термическом плато припой достигает необходимой текучести для полного растекания и диффузии с подложкой X37CrMoV5-1.
Совмещение пайки и закалки
Отличительным преимуществом этого промышленного процесса является возможность совмещения этапов. Точные термические контроли позволяют синхронизировать процесс пайки с закалкой и отпуском инструментальной стали.
Повышение эффективности производства
Объединяя эти термические циклы, вы устраняете необходимость в отдельных этапах повторного нагрева. Это сохраняет стабильность размеров инструментальной стали, значительно сокращая общее время обработки.
Эксплуатационные компромиссы и риски
Чувствительность к вакууму
Процесс не терпит утечек вакуума или деградации насоса. Если давление поднимается выше порогового значения 5∙10⁻⁵ мбар, оксидные слои могут немедленно восстановиться, препятствуя смачиванию стали припоем.
Требования к термической однородности
Хотя 1050 °C является целевой температурой, отклонения в термической однородности могут привести к непостоянной прочности соединения. Холодные участки приводят к плохой диффузии, тогда как горячие участки могут ухудшить микроструктуру стали X37CrMoV5-1.
Сделайте правильный выбор для вашей цели
Чтобы максимизировать производительность ваших компонентов X37CrMoV5-1, согласуйте параметры процесса с вашими конкретными инженерными целями:
- Если ваш основной фокус — целостность соединения: Приоритезируйте поддержание вакуума, чтобы давление строго оставалось ниже 5∙10⁻⁵ мбар, чтобы гарантировать полное удаление оксидов и оптимальное смачивание.
- Если ваш основной фокус — эффективность производства: Используйте способность печи выполнять закалку непосредственно после цикла пайки при 1050 °C для сокращения времени цикла.
Успех зависит от баланса между безупречной вакуумной средой и точным термическим управлением для достижения синхронизированного, бездефектного соединения.
Сводная таблица:
| Параметр процесса | Требуемая спецификация | Ключевое преимущество |
|---|---|---|
| Уровень вакуума | ≤ 5∙10⁻⁵ мбар | Устраняет оксидные пленки и предотвращает вторичное окисление |
| Температура пайки | 1050 °C | Обеспечивает оптимальную текучесть припоя и глубокую диффузию |
| Атмосфера | Высокий вакуум | Способствует плотному, надежному металлургическому соединению |
| Термический цикл | Синхронизированный | Совмещает пайку с закалкой/отпуском для повышения эффективности |
Максимизируйте производительность ваших инструментов с KINTEK
Раскройте весь потенциал ваших компонентов X37CrMoV5-1 с передовыми термическими решениями KINTEK. Опираясь на экспертные исследования и разработки, а также производство, KINTEK предлагает высокопроизводительные системы вакуумных, муфельных, трубчатых и CVD-систем, специально разработанные для поддержания строгого уровня вакуума и термической однородности, необходимых для сложных циклов пайки и закалки.
Независимо от того, нужна ли вам специализированная вращающаяся печь или индивидуальная лабораторная высокотемпературная система, наше оборудование может быть адаптировано к вашим уникальным металлургическим потребностям, обеспечивая бездефектные соединения и оптимизированную эффективность производства.
Готовы повысить точность вашего производства? Свяжитесь с KINTEK сегодня, чтобы проконсультироваться с нашими экспертами.
Визуальное руководство
Ссылки
- Kirsten Bobzin, M. Erck. Dissolving brittle phases in Ni-based filler metals by adding W. DOI: 10.1007/s40194-025-01981-z
Эта статья также основана на технической информации из Kintek Furnace База знаний .
Связанные товары
- Печь для спекания и пайки с вакуумной термообработкой
- Вакуумная термообработанная печь для спекания с давлением для вакуумного спекания
- Небольшая вакуумная печь для термообработки и спекания вольфрамовой проволоки
- Вакуумная печь для спекания молибденовой проволоки
- Вакуумный горячий пресс печь машина для ламинирования и отопления
Люди также спрашивают
- Какова роль высокоточных печей в термообработке Inconel 718? Мастер микроструктурной инженерии
- Каковы этапы типичной вакуумной пайки? Освойте процесс для получения прочных, чистых соединений
- Какова температура пайки в вакуумной печи? Оптимизируйте прочность и чистоту Вашего соединения
- Каково одно из важнейших применений вакуумных печей для термообработки в аэрокосмической отрасли? Достижение превосходной прочности алюминиевых сплавов для авиации
- Каковы преимущества использования вакуумной печи для термической обработки? Достижение превосходного качества материалов и контроля














