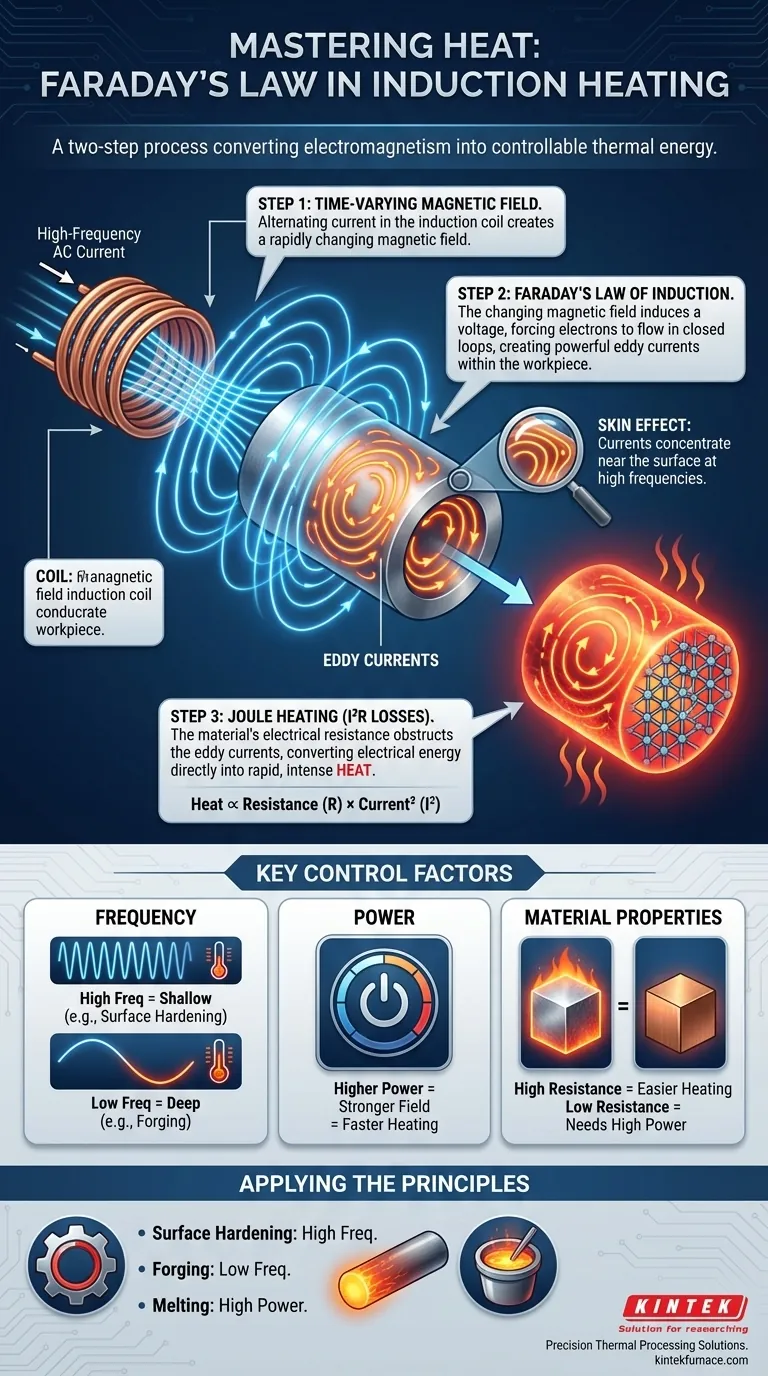
По сути, индукционный нагрев работает благодаря двухэтапному процессу, инициированному законом Фарадея. Во-первых, быстро меняющееся магнитное поле используется для индукции мощных электрических токов, называемых вихревыми токами, непосредственно внутри проводящей детали. Во-вторых, естественное электрическое сопротивление материала препятствует этим токам, вызывая огромное трение на атомном уровне, что мгновенно генерирует чистое, контролируемое тепло.
Индукционный нагрев преобразует принципы электромагнетизма в тепловую энергию. Он использует магнитное поле в качестве среды для генерации электрических токов внутри целевого материала, а затем использует собственное сопротивление этого материала для преобразования этих токов в тепло.
Основной принцип: от магнетизма к току
Индукционный нагрев — это бесконтактный метод, который начинается с генерации специфического типа магнитного поля. Процесс регулируется фундаментальными законами физики.
Шаг 1: Создание изменяющегося во времени магнитного поля
Процесс начинается с индукционной катушки, обычно изготовленной из медной трубки. Через эту катушку пропускается высокочастотный переменный ток (AC).
Этот переменный ток создает сильно концентрированное и быстро меняющееся магнитное поле в пространстве вокруг катушки и внутри нее.
Шаг 2: Закон электромагнитной индукции Фарадея
Когда проводящая заготовка (например, кусок стали) помещается внутрь этого магнитного поля, силовые линии проходят сквозь нее.
Поскольку магнитное поле является переменным, его сила и направление постоянно меняются. Согласно закону электромагнитной индукции Фарадея, это изменение индуцирует напряжение, или электродвижущую силу, внутри заготовки.
Шаг 3: Рождение вихревых токов
Это индуцированное напряжение заставляет электроны течь внутри проводящего материала. Поскольку заготовка представляет собой сплошной объект, эти токи закручиваются по замкнутым контурам.
Эти закручивающиеся внутренние токи известны как вихревые токи. Они являются прямым результатом действия закона Фарадея на заготовку.
Механизм нагрева: от тока к теплу
Создание вихревых токов — это только половина истории. Фактический нагрев происходит за счет взаимодействия этих токов с самим материалом.
Роль электрического сопротивления
Ни один материал не является идеальным проводником; каждый металл обладает некоторой степенью электрического сопротивления. Это сопротивление действует как трение для потока электронов.
Когда мощные вихревые токи вынуждены течь через резистивный металл, они преодолевают это «трение», и электрическая энергия напрямую преобразуется в тепловую энергию.
Закон Джоуля-Ленца (потери I²R)
Это явление известно как закон Джоуля-Ленца (нагрев Джоуля). Количество выделяемого тепла прямо пропорционально сопротивлению материала (R) и квадрату величины тока (I²).
Поскольку индуцированные вихревые токи могут быть очень большими, возникающие потери I²R генерируют быстрый и интенсивный нагрев именно там, где текут токи.
Поверхностный эффект (Скин-эффект)
При высоких частотах, используемых в индукционном нагреве, вихревые токи не текут равномерно по детали. Они имеют тенденцию концентрироваться в тонком слое у поверхности.
Это называется поверхностным эффектом (скин-эффектом). Он заставляет поверхность детали нагреваться гораздо быстрее и интенсивнее, чем ее сердцевина, что делает индукционный нагрев идеальным для таких применений, как поверхностная закалка.
Понимание ключевых факторов
Эффективность и характер индукционного нагрева не случайны. Они контролируются несколькими ключевыми параметрами, которыми может управлять инженер.
Влияние частоты
Частота переменного тока является критическим рычагом управления. Более высокие частоты создают более сильный скин-эффект, концентрируя тепло на поверхности для неглубокого, быстрого нагрева. Более низкие частоты позволяют магнитному полю проникать глубже, нагревая большую часть объема материала.
Влияние мощности
Мощность, подаваемая на индукционную катушку, определяет силу магнитного поля. Более сильное поле индуцирует более высокое напряжение, которое, в свою очередь, создает большие вихревые токи и генерирует тепло быстрее.
Влияние свойств материала
Материал заготовки играет огромную роль. Материалы с более высоким электрическим сопротивлением (например, сталь или титан) нагреваются гораздо легче, чем материалы с низким сопротивлением (например, медь или алюминий). Магнитные материалы, такие как сталь, также выигрывают от гистерезисного нагрева при более низких температурах, что дополняет общий эффект.
Выбор правильного решения для вашего применения
Понимание этих принципов позволяет точно контролировать процесс нагрева для достижения различных промышленных целей.
- Если ваша основная цель — поверхностная закалка стальной шестерни: Используйте высокую частоту (от 50 кГц до 400 кГц) для концентрации тепла в тонком слое на зубьях с последующей быстрой закалкой.
- Если ваша основная цель — нагрев большого слитка для ковки: Используйте более низкую частоту (от 1 кГц до 10 кГц), чтобы обеспечить проникновение тепла глубоко в сердцевину материала для равномерной пластичности.
- Если ваша основная цель — плавка высокопроводящего металла, такого как медь: Вам необходимо использовать систему очень высокой мощности для создания магнитного поля, достаточно сильного для индукции значительных нагревательных токов.
Освоив эти электромагнитные принципы, вы сможете применять тепло с хирургической точностью, именно тогда и там, где это необходимо.
Сводная таблица:
| Принцип | Роль в индукционном нагреве |
|---|---|
| Закон Фарадея | Индуцирует напряжение и вихревые токи в проводящей заготовке. |
| Закон Джоуля-Ленца (потери I²R) | Преобразует электрическую энергию от вихревых токов в тепло. |
| Поверхностный эффект | Концентрирует тепло на поверхности для точного термического контроля. |
| Частота | Контролирует глубину проникновения тепла (высокая для поверхности, низкая для глубокого). |
Освойте точную термическую обработку с передовыми решениями KINTEK для индукционного нагрева.
Понимание принципов электромагнитной индукции — это первый шаг. Применение этих принципов с правильным оборудованием — это то, что приносит результаты. KINTEK использует исключительные возможности НИОКР и собственное производство для предоставления различным лабораториям передовых решений для высокотемпературных печей.
Наш ассортимент продукции, включающий муфельные, трубчатые, вращающиеся печи, вакуумные печи и печи с контролируемой атмосферой, а также системы CVD/PECVD, дополняется нашими сильными возможностями глубокой кастомизации для точного удовлетворения ваших уникальных экспериментальных и производственных потребностей — будь то поверхностная закалка, ковка или плавка.
Готовы использовать мощь индукционного нагрева с хирургической точностью? Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как мы можем адаптировать решение для вашего конкретного материала и применения.
Визуальное руководство
Связанные товары
- 600T вакуумный индукционный горячий пресс вакуумная термообработка и спекание печь
- Вакуумная индукционная плавильная печь и дуговая плавильная печь
- Вакуумная печь для термообработки с футеровкой из керамического волокна
- Печь для спекания и пайки с вакуумной термообработкой
- 2200 ℃ Графитовая вакуумная печь для термообработки
Люди также спрашивают
- Каковы преимущества использования печи для спекания с вакуумным горячим прессованием при подготовке композитов на основе алюминиевой матрицы SiCw/2024? Создание высокоэффективных аэрокосмических материалов
- Какова основная функция печи для спекания в вакуумном прессе при подготовке высокоплотных сплавов RuTi? Достижение максимальной плотности и чистоты
- Как функция контроля давления в печи для вакуумного горячего прессования влияет на керамические инструментальные материалы?
- Каковы различные типы методов нагрева в печах вакуумного горячего прессования для спекания? Сравните резистивный нагрев и индукционный нагрев
- Каковы ключевые преимущества вакуумных печей горячего прессования? Достижение превосходной плотности и чистоты материалов












