
Вы сделали все правильно. Дизайн безупречен, обработка выполнена до микрон, а сборка тщательно подготовлена. Вы завершаете процесс соединения, и вот наступает момент истины: вы кладете деталь на инспекционный стол и обнаруживаете, что она скручена, изогнута или деформирована. Дорогостоящий сложный компонент теперь является браком. Часы квалифицированного труда и дорогие материалы потрачены впустую, а сроки проекта серьезно сорваны.
Этот неприятный сценарий — знакомая история в передовом производстве, особенно при работе со сложными геометрическими формами или жесткими допусками. Это проблема, которая отправляет инженеров и техников в изнурительный и часто бесплодный поиск решения.
Борьба с симптомами: цикл неудачных исправлений
Когда происходит искажение, первая реакция часто заключается в лечении симптомов. Команды могут попробовать:
- Более сложные и жесткие приспособления: Попытка физически заставить деталь удерживать свою форму.
- Изменение параметров сварки или горелки: Настройка техники в надежде найти волшебную комбинацию.
- Внедрение дорогостоящих пост-обработок: Добавление операций выпрямления, механической обработки или снятия напряжений, которые вносят свои собственные затраты, задержки и потенциальные ошибки.
Эти усилия могут принести незначительные улучшения, но редко решают проблему в корне. Это потому, что они не учитывают фундаментальную физику процесса.
Последствия этой постоянной борьбы для бизнеса значительны. Это приводит к непредсказуемым производственным графикам, завышенным производственным затратам из-за высокого уровня брака и, что наиболее важно, к компрометации конечного продукта. Деталь, которая была «исправлена» после деформации, все еще может содержать скрытые внутренние напряжения, что делает ее кандидатом на преждевременный отказ в эксплуатации.
Скрытый виновник: дело не только в тепле, а в разнице температур
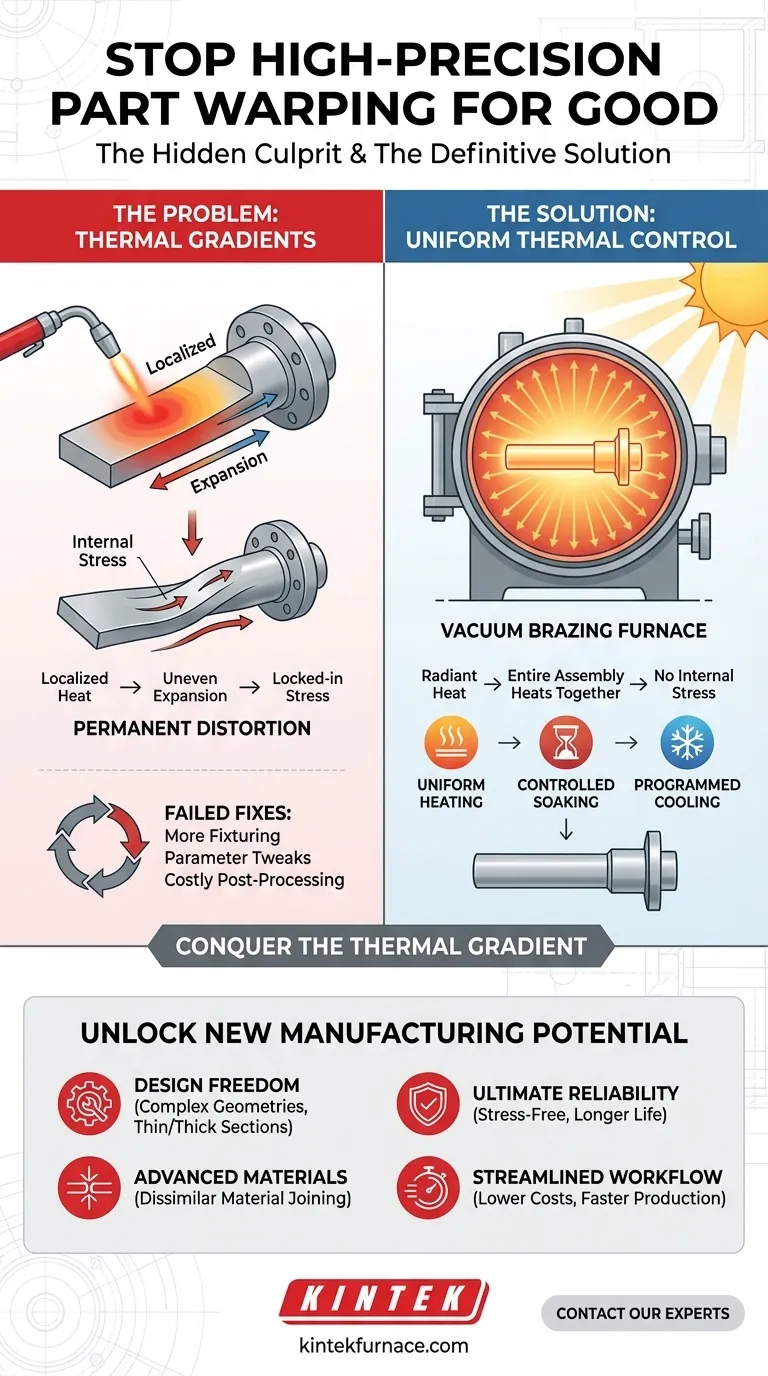
Первопричина искажения — не просто применение тепла. Это термический градиент — значительная разница температур в разных областях одного и того же компонента в одно и то же время.
Вот простая физика:
- Металл расширяется при нагреве: Когда вы применяете концентрированный источник тепла, такой как сварочная дуга или пламя горелки, к соединению, эта небольшая область очень быстро становится чрезвычайно горячей. Она пытается расшириться.
- Образуются внутренние напряжения: Окружающий холодный металл сопротивляется этому расширению, создавая огромное внутреннее напряжение. Это похоже на попытку вставить деталь пазла в слишком маленькое пространство.
- Искажение становится постоянным: По мере неравномерного охлаждения детали эти напряжения «запираются», стягивая и скручивая материал из его первоначальной формы.
Распространенные исправления не работают, потому что они борются с физикой. Никакое количество зажимов не может полностью преодолеть мощные силы теплового расширения и сжатия. Вы просто боретесь с симптомом, а не лечите болезнь.
Решение воплощено: преодоление термического градиента
Чтобы по-настоящему устранить искажение, вы должны прежде всего прекратить создание сильных термических градиентов. Это требует фундаментального изменения подхода: вместо нагрева небольшой части сборки, вы должны нагревать всю сборку как единую, целостную систему.
Это основной принцип вакуумной паяльной печи.
Это инструмент, разработанный с нуля для достижения максимального контроля температуры. Удаляя атмосферу из камеры, печь изменяет способ передачи тепла. Вместо хаотичного, локализованного тепла пламени (конвекции) она использует излучаемое тепло.
Представьте себе разницу между стоянием перед мощным обогревателем и стоянием в мягком, всеобъемлющем тепле солнца. Излучаемое тепло одновременно и мягко нагревает все поверхности вашего компонента — верх, низ и глубокие внутренние каналы — одновременно и мягко.
Процесс обеспечивает:
- Равномерный нагрев: Вся сборка медленно нагревается до температуры пайки вместе. Ни одна область не нагревается быстрее другой, что предотвращает образование внутренних напряжений.
- Контролируемое выдерживание: Компонент выдерживается при стабильной, равномерной температуре, позволяя паяльному сплаву чисто заполнять соединения.
- Программируемое охлаждение: Что не менее важно, вся сборка охлаждается медленно и контролируемо. Это позволяет всей детали сжиматься вместе, предотвращая образование новых напряжений и фиксируя идеальную точность размеров.
В KINTEK мы не просто строим печи; мы проектируем комплексные решения для управления температурой. Наши глубокие возможности индивидуализации означают, что мы проектируем системы вакуумных печей — от муфельных и трубчатых печей до передовых систем CVD — которые точно адаптированы к массе, геометрии и материалу ваших конкретных компонентов, гарантируя, что принцип равномерного контроля температуры идеально выполняется каждый раз.
За пределами исправления: раскрытие нового производственного потенциала
Когда вы устраняете искажение в его источнике, вы делаете больше, чем просто решаете назойливую производственную проблему. Вы открываете дверь к новым уровням инноваций и эффективности.
- Свобода дизайна: Инженеры могут создавать более сложные и амбициозные конструкции, соединяя тонкие стенки с толстыми секциями или создавая сложные внутренние каналы без страха искажения.
- Передовые материалы: Вы можете надежно соединять разнородные материалы, такие как керамика и металл, что было бы невозможно с помощью традиционных методов.
- Максимальная надежность: Ваши компоненты свободны от остаточных напряжений, что обеспечивает превосходную производительность и более длительный срок службы, что является обязательным условием в аэрокосмической, медицинской и других критически важных отраслях.
- Оптимизированный рабочий процесс: Устраняя необходимость в постобработке для выпрямления или снятия напряжений, вы сокращаете общее время производства, снижаете затраты и создаете более предсказуемый производственный процесс.
Решение проблемы искажения — это не просто техническая победа; это стратегическое преимущество, которое позволяет вам создавать лучшие продукты быстрее и надежнее, чем ваши конкуренты. Если вы готовы прекратить борьбу с симптомами термического искажения и начать устранять первопричину, наша команда готова помочь вам спроектировать идеальный термический процесс для ваших самых критически важных компонентов. Свяжитесь с нашими экспертами, чтобы обсудить ваше уникальное применение.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки с вакуумной термообработкой
- Вакуумный горячий пресс печь машина для ламинирования и отопления
- Быстросъемная вакуумная цепь из нержавеющей стали с трехсекционным зажимом
- 304 316 Нержавеющая сталь Высокий вакуум шаровой запорный клапан для вакуумных систем
- Слепая пластина вакуумного фланца KF ISO из нержавеющей стали для систем высокого вакуума
Связанные статьи
- Почему разрушаются ваши высокотемпературные аэрокосмические соединения — и наука об идеальной вакуумной пайке
- Почему ваши электрохромные электроды выходят из строя во время спекания — и как вакуумный контроль восстанавливает прозрачность
- За гранью инертности: физика и психология совершенствования соединений в вакуумной печи
- Почему ваши детали из мартенситностареющей стали, напечатанные на 3D-принтере, не работают — и как устранить структурную слабость
- Почему ваши детали из нержавеющей стали не проходят испытания под давлением — и как вакуумное спекание устраняет проблему плотности



















