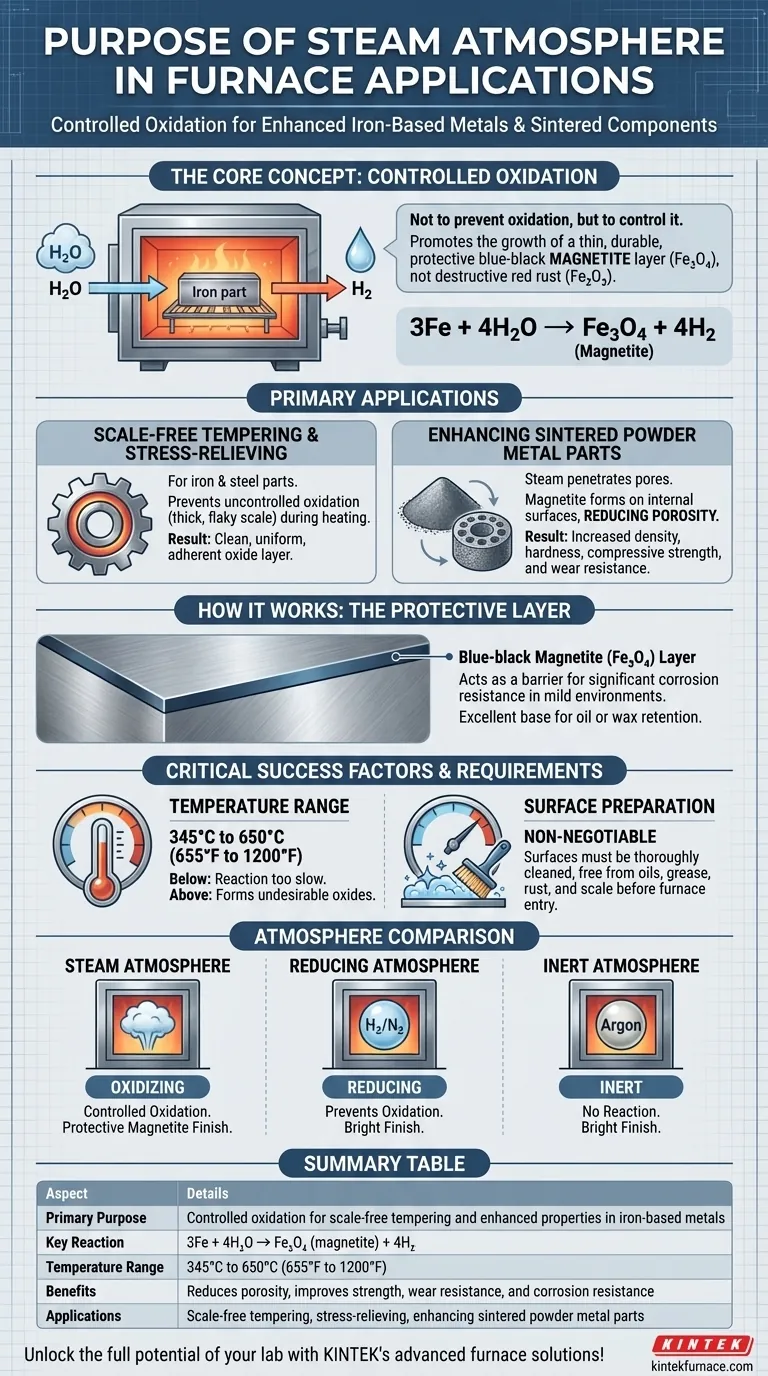
В печах паровая атмосфера в первую очередь используется для проведения отпуска без окалины и снятия внутренних напряжений на железосодержащих металлах. Она также служит для улучшения физических свойств спеченных железных компонентов путем создания специфического, контролируемого слоя оксида, который повышает прочность, износостойкость и коррозионную стойкость.
Основная цель паровой атмосферы заключается не в полном предотвращении окисления, а в его контроле. Она способствует росту тонкого, прочного и защитного сине-черного слоя магнетита (
Fe₃O₄) вместо разрушающейся, чешуйчатой красной ржавчины или окалины (Fe₂O₃), которая образуется в воздушной атмосфере.

Основные области применения паровой обработки
Обработка паром является высокоэффективным и экономичным процессом при правильном применении. Ее преимущества наиболее заметны в двух конкретных областях.
Отпуск без окалины и снятие напряжений
При отпуске или снятии напряжений с железных и стальных деталей их нагрев на воздухе вызывает неконтролируемое окисление, образуя толстую, отслаивающуюся окалину, которую затем необходимо удалять.
Использование паровой атмосферы в определенном температурном диапазоне — обычно от 345° до 650°C (от 655° до 1200°F) — предотвращает это. Пар вступает в реакцию с поверхностью железа, образуя однородный и прочно сцепленный слой оксида, что приводит к чистой, «без окалины» отделке.
Улучшение характеристик деталей из спеченного порошкового металла
Спеченные детали, изготовленные из прессованного металлического порошка, по своей природе пористы. Паровая обработка исключительно эффективна в этом случае, поскольку пар может проникать в эти поры.
Образующийся слой магнетита формируется на внутренних поверхностях детали, фактически уменьшая пористость. Этот процесс увеличивает плотность, твердость, прочность на сжатие и общую износостойкость детали.
Как работает паровая атмосфера
Понимание простой химии, лежащей в основе паровой обработки, раскрывает, почему она так эффективна. Это процесс использования определенной химической реакции при предотвращении другой.
Реакция контролируемого окисления
Цель состоит в том, чтобы способствовать реакции железа с водяным паром для образования магнетита:
3Fe + 4H₂O → Fe₃O₄ (магнетит) + 4H₂
Эта реакция приводит к образованию стабильного, твердого и прочно связанного оксида. Она целенаправленно избегает неконтролируемой реакции с кислородом воздуха, которая образует чешуйчатый, пористый оксид железа(III) или обычную ржавчину.
Результат: Сине-черный защитный слой
Слой магнетита Fe₃O₄ визуально отличается, имея синюю, сине-черную или вороненой стали серую отделку.
Этот слой не только эстетичен; он действует как барьер, обеспечивающий значительную коррозионную стойкость в мягких условиях и служащий отличной основой для удержания масла или воска, что еще больше улучшает его защитные свойства.
Понимание компромиссов и требований
Хотя паровая обработка мощная, она не является универсальным решением. Ее успех полностью зависит от соблюдения конкретных рабочих параметров.
Критический диапазон температур
Процесс эффективен только в пределах заданной температурной зоны (от 345° до 650°C).
Ниже этого диапазона реакция слишком медленная, чтобы быть практичной. Выше него вы рискуете образовать другие, менее желательные типы оксидов железа, что сводит на нет цель контролируемого процесса.
Подготовка поверхности не подлежит обсуждению
Качество конечного слоя оксида напрямую зависит от состояния исходной детали. Поверхности должны быть тщательно очищены и освобождены от масла, смазки и ранее существовавшей ржавчины или окалины перед помещением в печь.
Любые загрязнения будут мешать реакции пара с железом, что приведет к неоднородному, пятнистому и неэффективному слою оксида.
Сравнение с другими атмосферами
Пар является окисляющей атмосферой. Его не следует путать с атмосферами, предназначенными для полного предотвращения окисления.
Для таких процессов, как яркая термообработка или пайка, где недопустимо какое-либо окисление поверхности, требуется восстановительная атмосфера (например, обогащенная экзотермическая или водородно-азотные смеси) или инертная атмосфера (например, аргон).
Сделайте правильный выбор для вашей цели
Выбор правильной атмосферы печи имеет решающее значение для достижения желаемых свойств материала и отделки.
- Если ваша основная цель — коррозионная и износостойкость железных деталей: Паровая обработка является экономически эффективным методом создания прочной, защитной магнетитовой отделки.
- Если ваша основная цель — отпуск или снятие напряжений без сильной, отслаивающейся окалины: Паровая атмосфера обеспечивает контролируемую среду для получения чистой, однородной и эстетически приятной оксидной пленки.
- Если ваша основная цель — «яркая» отделка с нулевым окислением: Вы должны использовать восстановительную или инертную атмосферу, поскольку пар по своей сути является окислителем.
Понимая его функцию как контролируемого окислителя, вы можете эффективно использовать паровую атмосферу для улучшения ваших деталей, а не для их повреждения.
Сводная таблица:
| Аспект | Подробности |
|---|---|
| Основное назначение | Контролируемое окисление для отпуска без окалины и улучшения свойств железосодержащих металлов |
| Ключевая реакция | 3Fe + 4H₂O → Fe₃O₄ (магнетит) + 4H₂ |
| Температурный диапазон | От 345°C до 650°C (от 655°F до 1200°F) |
| Преимущества | Уменьшает пористость, улучшает прочность, износостойкость и коррозионную стойкость |
| Применение | Отпуск без окалины, снятие напряжений, улучшение характеристик деталей из спеченного порошкового металла |
Раскройте весь потенциал своей лаборатории с передовыми печными решениями KINTEK! Используя исключительные возможности НИОКР и собственное производство, мы предлагаем высокотемпературные печи, такие как муфельные, трубчатые, роторные, вакуумные и атмосферные, а также системы CVD/PECVD. Наша сильная способность к глубокой кастомизации обеспечивает точные решения для ваших уникальных экспериментальных потребностей, например, паровые атмосферы для улучшения свойств металлов. Свяжитесь с нами сегодня, чтобы обсудить, как наш опыт может повысить вашу эффективность и результаты!
Визуальное руководство
Связанные товары
- Печь с регулируемой инертной азотной атмосферой 1700℃
- Печь с контролируемой инертной атмосферой азота, 1200℃
- Печь с управляемой атмосферой с сетчатым поясом Печь с инертной азотной атмосферой
- Печь с контролируемой инертной азотно-водородной атмосферой
- Искровое плазменное спекание SPS-печь
Люди также спрашивают
- Какую роль играет высокотемпературная печь с инертной атмосферой в карбонизации? Оптимизируйте выход углерода
- Как осуществляется контроль атмосферы во время работы печи? Обеспечьте точную газовую среду для превосходных результатов
- Чем печи с инертной атмосферой отличаются от стандартных трубчатых печей? Ключевые преимущества для защиты материалов
- Каковы основные цели использования инертной атмосферы? Предотвращение окисления и обеспечение безопасности процесса
- Почему для синтеза NMC811 необходима печь с контролируемой атмосферой? Оптимизация емкости и структуры аккумулятора


















