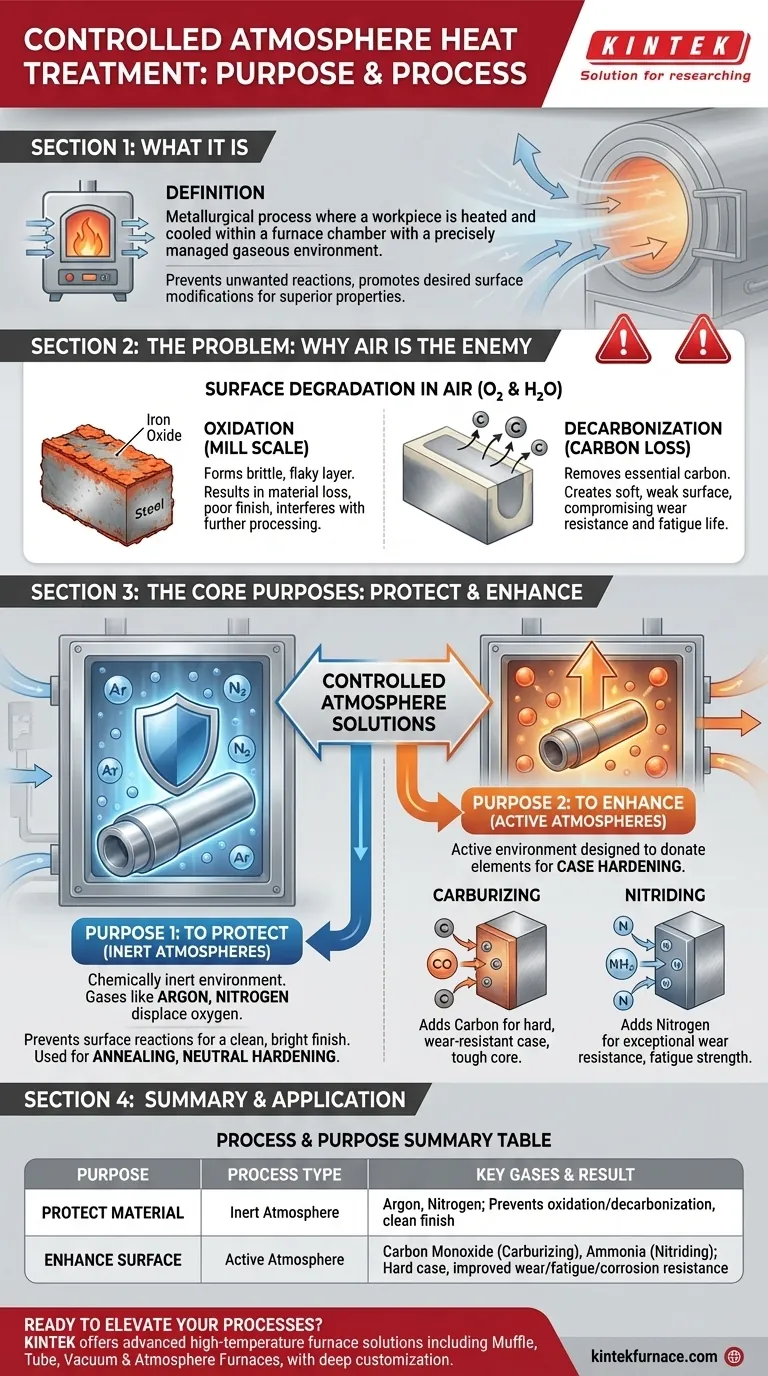
Термообработка в контролируемой атмосфере — это металлургический процесс, при котором заготовка нагревается и охлаждается в камере печи, содержащей специально управляемую газовую среду. Этот точный контроль над газовой смесью осуществляется для предотвращения нежелательных химических реакций, таких как окисление, и для содействия желаемым модификациям поверхности, таким как науглероживание или азотирование, что приводит к получению деталей с превосходными механическими свойствами.
Основная цель термообработки в контролируемой атмосфере — превратить среду печи из потенциального источника повреждения в высокоточный инструмент. Это позволяет либо идеально сохранить существующую химию поверхности материала, либо активно и предсказуемо изменить ее в соответствии с конкретными инженерными требованиями.

Фундаментальная проблема: почему воздух — враг
Когда сталь нагревается до высоких температур в обычном воздухе, присутствующие кислород и влага становятся высокореактивными. Это приводит к двум основным формам деградации поверхности, которым предназначена противодействовать контролируемая атмосфера.
Угроза окисления
При повышенных температурах кислород легко вступает в реакцию с железом в стали, образуя хрупкий, шелушащийся слой оксида железа, обычно известный как окалина. Этот процесс — не просто косметическая проблема; он приводит к потере материала, плохому качеству поверхности и может мешать последующим этапам обработки, таким как нанесение покрытий или гальваника.
Риск науглероживания
Помимо добавления кислорода, атмосфера может также удалять незаменимые элементы с поверхности стали. Науглероживание (обезуглероживание) — это процесс, при котором атомы углерода на поверхности стали удаляются в результате реакции с атмосферой печи. Поскольку углерод является основным элементом, отвечающим за твердость стали, его потеря создает мягкий, слабый поверхностный слой, который компрометирует стойкость детали к износу и усталостную долговечность.
Основные цели контролируемой атмосферы
Заменяя воздух специфической газовой смесью, мы получаем возможность диктовать химические реакции, происходящие на поверхности детали. Это позволяет достичь двух различных целей: защита материала или его улучшение.
Цель 1: Защита (Инертные атмосферы)
Самая базовая функция контролируемой атмосферы — быть химически инертной, то есть не вступать в реакцию с металлической деталью. Такие газы, как аргон, азот или продукты диссоциации аммиака, используются для вытеснения кислорода и влаги из печи.
Этот защитный барьер необходим для таких процессов, как отжиг (смягчение) или нейтральное упрочнение, где цель состоит в изменении микроструктуры материала без изменения его поверхностной химии. Результатом является чистая, яркая деталь, свободная от окалины и науглероживания.
Цель 2: Улучшение (Активные атмосферы)
Более передовые применения используют активную атмосферу, которая специально разработана для передачи элементов на поверхность стали в процессе, известном как поверхностное упрочнение.
Науглероживание является распространенным примером. Деталь из низкоуглеродистой стали нагревается в атмосфере, богатой газом, содержащим углерод, например, монооксидом углерода. Атомы углерода диффундируют в поверхность, создавая деталь с твердой, износостойкой наружной коркой и более мягкой, вязкой внутренней сердцевиной.
Азотирование — еще один процесс улучшения. Детали нагреваются в атмосфере, содержащей источник азота, обычно аммиак. Атомы азота диффундируют в поверхность, образуя чрезвычайно твердые нитридные соединения, которые обеспечивают исключительную износостойкость, усталостную прочность и некоторую коррозионную стойкость.
Понимание компромиссов
Хотя термообработка в контролируемой атмосфере является мощной, это более сложный и дорогостоящий процесс, чем нагрев на открытом воздухе. Понимание ее ограничений является ключом к ее эффективному использованию.
Стоимость и сложность
Печи более сложны и требуют герметичных камер, расходомеров газа и систем безопасности. Стоимость технологических газов и сложного датчиков, необходимых для мониторинга химического потенциала атмосферы, увеличивает общие расходы.
Необходимость точного контроля
Процесс не прощает ошибок. Небольшое отклонение в составе газа, температуре или содержании влаги может испортить всю партию деталей. Вот почему современные системы в значительной степени полагаются на компьютерное управление и автоматические контуры обратной связи для поддержания точных атмосферных условий, необходимых для предсказуемых, повторяемых результатов.
Выбор газа имеет решающее значение
Выбор атмосферы полностью зависит от обрабатываемого материала и желаемого результата. Использование науглероживающей атмосферы на высокоуглеродистой инструментальной стали, например, было бы ошибкой, равно как и использование чисто инертного газа не смогло бы обеспечить поверхностное упрочнение низкоуглеродистой стальной детали.
Согласование процесса с металлургической целью
Выбор правильного атмосферного подхода полностью зависит от вашей конечной цели для компонента.
- Если ваша основная цель — сохранение объемных свойств во время отжига или снятия напряжений: Используйте защитную, инертную атмосферу азота или аргона для предотвращения повреждения поверхности.
- Если ваша основная цель — создание твердой, износостойкой поверхности на вязкой, низкоуглеродистой стали: Используйте активную науглероживающую атмосферу для добавления высокоуглеродистой корки.
- Если ваша основная цель — достижение экстремальной твердости поверхности и улучшенной усталостной долговечности на легированных сталях: Используйте активную азотирующую атмосферу для формирования твердого нитридного слоя.
В конечном счете, овладение обработкой в контролируемой атмосфере превращает процесс из простого нагрева в точный и мощный метод поверхностной инженерии.
Сводная таблица:
| Цель | Тип процесса | Основные используемые газы | Результат |
|---|---|---|---|
| Защита материала | Инертная атмосфера | Аргон, Азот | Предотвращает окисление и науглероживание; чистая, яркая отделка |
| Улучшение поверхности | Активная атмосфера | Угарный газ (Науглероживание), Аммиак (Азотирование) | Твердая, износостойкая корка; улучшенная усталостная прочность и коррозионная стойкость |
Готовы поднять свои металлургические процессы на новый уровень с помощью точных решений для термообработки? Используя исключительные исследования и разработки, а также собственное производство, KINTEK предоставляет разнообразные лаборатории с передовыми высокотемпературными печными решениями. Наша линейка продуктов, включающая муфельные, трубчатые, вращающиеся печи, вакуумные и атмосферные печи, а также системы CVD/PECVD, дополняется нашими сильными возможностями в области глубокой кастомизации для точного соответствия вашим уникальным экспериментальным требованиям. Свяжитесь с нами сегодня, чтобы обсудить, как мы можем помочь вам добиться превосходных результатов в термообработке в контролируемой атмосфере!
Визуальное руководство
Связанные товары
- Печь с контролируемой инертной атмосферой азота, 1200℃
- Печь с контролируемой инертной азотной атмосферой 1400℃
- Печь с регулируемой инертной азотной атмосферой 1700℃
- Печь с контролируемой инертной азотно-водородной атмосферой
- Печь с управляемой атмосферой с сетчатым поясом Печь с инертной азотной атмосферой
Люди также спрашивают
- Каковы ключевые преимущества точного контроля температуры в печи с контролируемой атмосферой? Откройте для себя превосходное качество и эффективность
- Каковы эксплуатационные преимущества использования печи с контролируемой атмосферой? Повысьте качество и эффективность термической обработки
- Какую роль играют печь с контролируемой атмосферой и ванна для масляного закалки при термообработке стали AISI 5140?
- Каковы четыре основных типа контролируемых атмосфер, используемых в этих печах? Оптимизируйте ваши процессы термообработки
- Как печь с вакуумом или контролируемой атмосферой облегчает эксперименты с сидячей каплей? Оптимизация анализа смачиваемости сплавов



















