Процесс термообработки в закалочной печи с откидным дном — это точная многостадийная операция, предназначенная для придания металлокомпонентам определенных механических свойств. Основные этапы включают предварительный нагрев материала до целевой температуры, выдержку для обеспечения однородности, быстрое охлаждение в закалочной ванне, расположенной непосредственно под печью, и часто финальный этап отпуска для уточнения свойств.
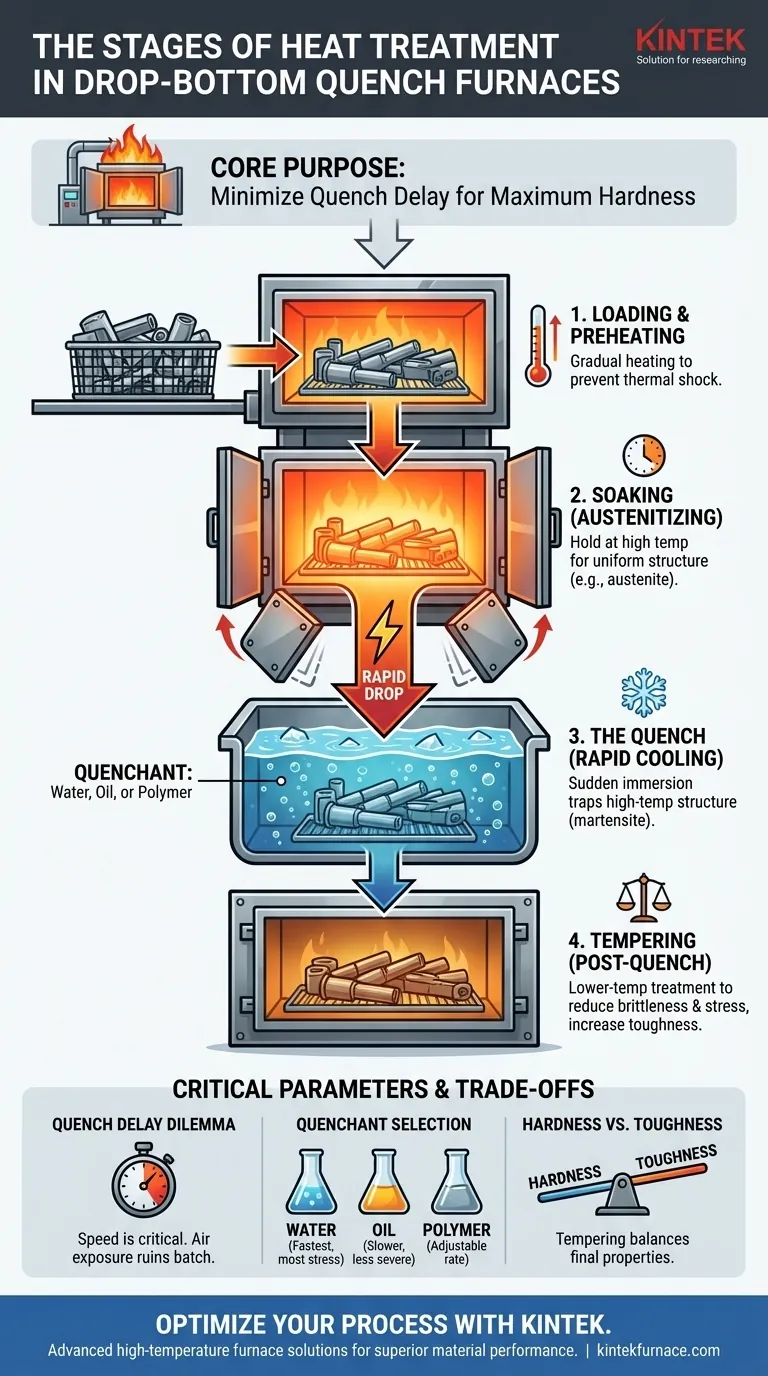
Основное преимущество и вся цель закалочной печи с откидным дном заключается в минимизации времени между стадией высокотемпературной выдержки и стадией быстрого охлаждения. Эта экстремальная скорость имеет решающее значение для достижения максимально возможной твердости и прочности в определенных сплавах, особенно в алюминии и стали.
Назначение закалочных печей с откидным дном
Печь с откидным дном, также известная как печь для закалки с растворением, разработана для одной конкретной задачи: максимально быстрой подачи нагретой детали в закалочную среду с минимальными потерями тепла.
Эта скорость известна как минимизация задержки закалки. Задержка даже на несколько секунд может привести к нежелательному изменению внутренней кристаллической структуры материала, что поставит под угрозу конечные свойства детали.
Поэтапный разбор процесса
Каждый этап служит отдельной металлургической цели, опираясь на предыдущий для преобразования микроструктуры материала.
Этап 1: Загрузка и предварительный нагрев
Сначала детали загружаются в корзину или на стеллаж. Затем эта загрузка поднимается в камеру печи.
Начинается цикл предварительного нагрева, который доводит материал до целевой температуры контролируемым образом. Этот постепенный нагрев предотвращает термический шок, который может вызвать коробление или растрескивание, особенно в сложных геометрических формах.
Этап 2: Выдержка (аустенитизация)
После достижения целевой температуры материал переходит на стадию выдержки. Для сталей это точнее называется аустенитизацией.
Материал выдерживается при этой постоянной высокой температуре в течение рассчитанного периода времени. Цель состоит в том, чтобы тепло проникло во всю деталь, от поверхности до сердцевины, обеспечивая полное и равномерное изменение ее кристаллической структуры (например, образование аустенита в стали).
Этап 3: Закалка (быстрое охлаждение)
Это определяющий этап процесса. Нижние дверцы печи быстро распахиваются, и вся загрузка падает или опускается в закалочную ванну, расположенную непосредственно под ней.
Это внезапное погружение в жидкость — обычно воду, масло или полимер — чрезвычайно быстро охлаждает материал. Это быстрое охлаждение «запирает» высокотемпературную кристаллическую структуру, превращая ее в новую, очень твердую структуру (например, мартенсит в стали).
Этап 4: Отпуск (постзакалочная обработка)
Хотя закаленная деталь чрезвычайно тверда, она также часто очень хрупка и содержит высокие уровни внутренних напряжений.
Чтобы противодействовать этому, деталь часто подвергают заключительной низкотемпературной термообработке, называемой отпуском. Этот процесс снижает хрупкость, повышает ударную вязкость и снимает напряжения, возникшие во время закалки, делая деталь достаточно прочной для предполагаемого использования.
Понимание компромиссов и критических параметров
Достижение стабильных результатов требует понимания присущих процессу проблем и ключевых переменных.
Дилемма задержки закалки
Основное преимущество — скорость — также является основным эксплуатационным риском. Любой сбой в работе дверного механизма или системы опускания, который увеличивает время нахождения горячей детали на воздухе перед закалкой, может испортить всю партию.
Выбор закалочной среды
Выбор жидкости в ванне является критическим решением. Вода обеспечивает самую быструю закалку, но создает наибольшее термическое напряжение и деформацию. Масла действуют медленнее и мягче, в то время как полимеры обеспечивают скорость охлаждения, которую можно настроить между водой и маслом.
Баланс твердости и ударной вязкости
Этап отпуска — это балансировка. Больший отпуск увеличивает ударную вязкость, но немного снижает пиковую твердость, достигнутую при закалке. Конечные свойства должны быть тщательно определены в зависимости от применения компонента.
Применение этого для управления вашим процессом
Используйте эти принципы для точной настройки ваших целей термообработки.
- Если ваш основной фокус — максимальная твердость: Убедитесь, что температура и время аустенитизации достаточны для полной трансформации, и проверьте, что задержка закалки максимально близка к нулю.
- Если ваш основной фокус — достижение специфических сбалансированных свойств: Уделяйте пристальное внимание температуре и времени отпуска, поскольку этот этап дает наибольший контроль над конечным компромиссом между твердостью и ударной вязкостью.
- Если ваш основной фокус — минимизация деформации: Контролируйте начальную скорость нарастания предварительного нагрева, убедитесь, что детали загружены так, чтобы обеспечить равномерный поток закалочной среды, и выберите наименее агрессивную закалочную среду, которая все еще может обеспечить требуемые металлургические свойства.
В конечном счете, овладение этим процессом заключается в точном управлении внутренней структурой материала для достижения предсказуемого и надежного результата.

Сводная таблица:
| Этап | Цель | Ключевые детали |
|---|---|---|
| Загрузка и предварительный нагрев | Предотвратить термический шок | Постепенный нагрев до целевой температуры |
| Выдержка (Аустенитизация) | Обеспечить однородную структуру | Выдержка при высокой температуре для полного преобразования |
| Закалка (Быстрое охлаждение) | Достичь высокой твердости | Падение в закалочную ванну (вода, масло, полимер) для образования мартенсита |
| Отпуск | Снизить хрупкость и напряжения | Низкотемпературная обработка для баланса твердости и ударной вязкости |
Готовы оптимизировать процесс термообработки с точностью и скоростью?
В KINTEK мы используем выдающиеся исследования и разработки и собственное производство для предоставления передовых высокотемпературных печных решений, адаптированных к вашим уникальным потребностям. Наша линейка продукции включает муфельные, трубчатые, ротационные печи, вакуумные и атмосферные печи, а также системы CVD/PECVD, все подкрепленные широкими возможностями глубокой кастомизации. Стремитесь ли вы к максимальной твердости, сбалансированным свойствам или минимизации деформации в таких металлах, как алюминий и сталь, наши закалочные печи с откидным дном обеспечивают быстрое охлаждение с минимальной задержкой для повышения эффективности и результатов вашей лаборатории.
Свяжитесь с нами сегодня, чтобы обсудить, как мы можем помочь вам достичь превосходных характеристик материала!
Визуальное руководство
Связанные товары
- Лабораторная муфельная печь с нижним подъемом
- Печь с контролируемой инертной атмосферой азота, 1200℃
Люди также спрашивают
- Как используется лабораторная муфельная печь при испытаниях на прочность сцепления теплозащитных покрытий? Достигните точности
- Какова функция лабораторной муфельной печи в процессе карбонизации? Превращение отходов в нанолисты
- Как муфельная печь преобразует гётит в гематит? Раскройте секреты точной термической дегидратации
- Какие критические экспериментальные условия обеспечивает лабораторная муфельная печь для окисления образцов отходов? Достижение точности
- Почему процесс кальцинации важен для Fe3O4/CeO2 и NiO/Ni@C? Контроль фазовой идентичности и проводимости

