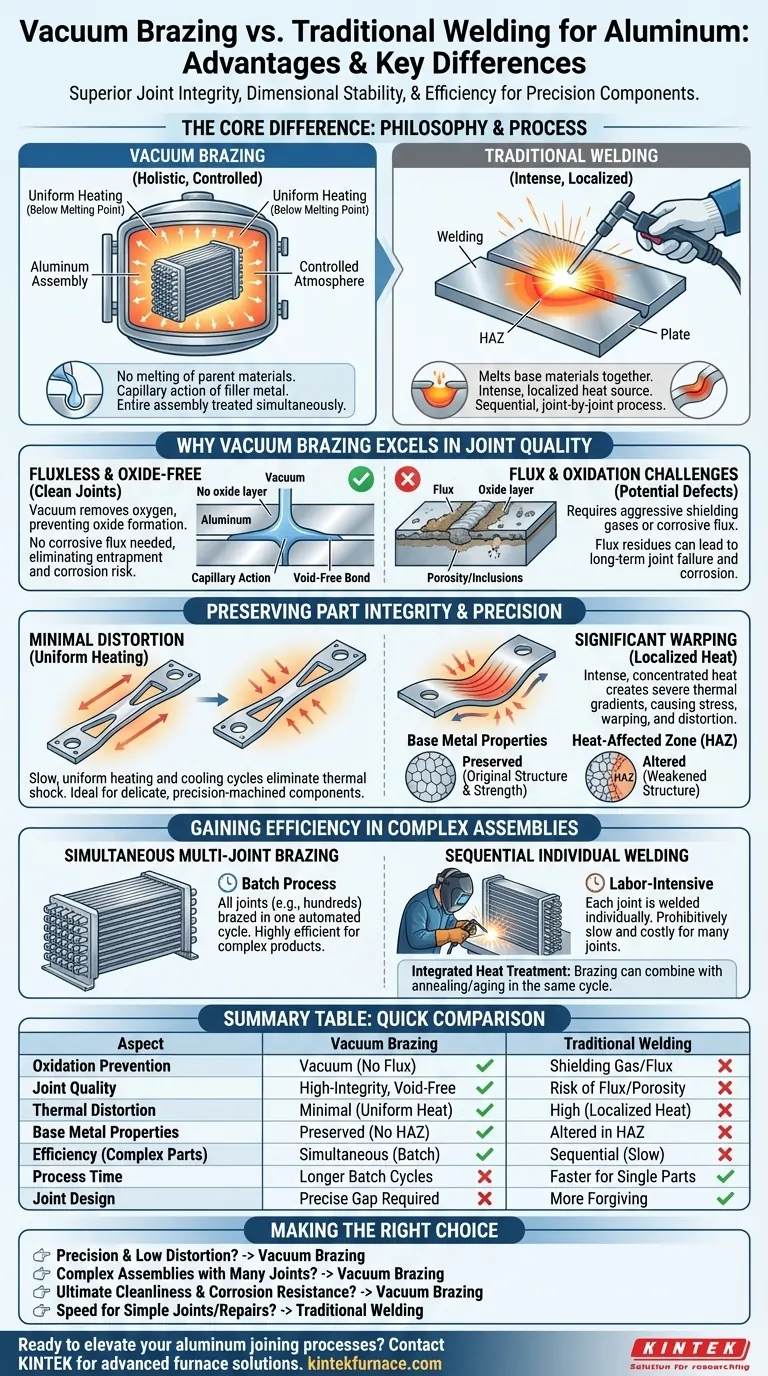
Короче говоря, вакуумная пайка обеспечивает превосходную целостность соединения и стабильность размеров для алюминиевых компонентов по сравнению с традиционной сваркой. Это достигается за счет проведения процесса соединения в вакууме, что предотвращает окисление без использования агрессивной паяльной флюс-добавки, и за счет равномерного нагрева всей сборки для минимизации тепловых деформаций.
Основное различие заключается в философии: сварка — это интенсивный, локализованный процесс, который сплавляет основные материалы вместе, в то время как вакуумная пайка — это целостный, контролируемый термический процесс, который соединяет компоненты без их расплавления. Это различие делает вакуумную пайку окончательным выбором для высокоточных, сложных или чувствительных к деформации алюминиевых сборок.

Почему вакуумная пайка превосходит по качеству соединений
Основная проблема при соединении алюминия — это его немедленно образующийся и стойкий оксидный слой. Вакуумная пайка напрямую решает эту фундаментальную проблему.
Устранение окисления без флюса
В вакуумной печи кислород удаляется из окружающей среды. Это предотвращает образование оксида алюминия, который в противном случае препятствовал бы течению присадочного металла и ослаблял бы соединение.
Традиционная сварка должна агрессивно бороться с этим оксидным слоем с помощью защитных газов (как при TIG/MIG) или химических флюсов. Эти флюсы являются коррозионными, и их необходимо тщательно очищать после сварки, чтобы предотвратить долгосрочный отказ соединения, что добавляет дополнительный этап и риск в процесс.
Поскольку вакуумная пайка является процессом без флюса, она создает исключительно чистые, прочные соединения, свободные от риска захвата флюса или коррозии после пайки.
Достижение высокоинтегральных связей
При вакуумной пайке припой с более низкой температурой плавления помещается в соединение. По мере равномерного нагрева сборки этот припой плавится и затягивается в узкий зазор между основными компонентами за счет капиллярного действия.
Этот процесс гарантирует, что весь интерфейс соединения смачивается, создавая прочную, непрерывную и свободную от пустот связь.
Сохранение целостности и точности деталей
Для компонентов, где критична точность размеров, метод подвода тепла имеет первостепенное значение. Локализованное тепло сварки является ее самым большим недостатком в этом отношении.
Минимизация термических деформаций
Сварка вносит интенсивное, концентрированное тепло от дуги или пламени. Это создает сильные температурные градиенты по всей детали, вызывая напряжения, которые приводят к короблению и деформации.
Вакуумная пайка, напротив, нагревает всю сборку медленно и равномерно внутри печи. Последующий цикл охлаждения также точно контролируется. Отсутствие термического шока практически исключает деформацию, что делает этот метод идеальным для тонких или прецизионно обработанных компонентов.
Сохранение свойств основного металла
Сварка работает путем сплавления основных материалов. Это создает зону термического влияния (ЗТВ), где кристаллическая структура и механические свойства основного металла изменяются, часто нежелательным образом.
Вакуумная пайка происходит при температуре ниже точки плавления алюминиевых компонентов. Основные материалы остаются твердыми, сохраняя свою первоначальную прочность, закалку и металлургические характеристики.
Повышение эффективности сложных сборок
Хотя одна сварка может быть быстрой, вакуумная пайка обеспечивает непревзойденную эффективность для правильного типа продукта.
Пайка нескольких соединений одновременно
Для сложной сборки, такой как теплообменник с сотнями ребер и трубок, индивидуальная сварка каждого соединения была бы непомерно медленной и трудоемкой.
При вакуумной пайке вся сборка может быть подготовлена с припоем и помещена в печь. Все соединения — будь то дюжина или тысяча — пропаиваются одновременно за один автоматизированный цикл.
Интеграция термообработки
Поскольку компонент уже находится в компьютеризированной печи, цикл нагрева и охлаждения может служить двойной цели.
Цикл пайки может быть объединен с требуемым процессом термообработки, таким как отжиг или старение. Консолидация производственных этапов экономит значительное время, обработку и энергию.
Понимание компромиссов
Несмотря на свою мощь, вакуумная пайка не является универсальным решением. Понимание ее ограничений имеет решающее значение для принятия обоснованного решения.
Время процесса и пакетная обработка
Цикл вакуумной печи — это длительный процесс, который часто занимает несколько часов от начала до конца. Это пакетный процесс, что делает его неэффективным для производства отдельных деталей или быстрого ремонта, где сварка была бы намного быстрее.
Конструкция соединения и контроль зазора
Вакуумная пайка зависит от капиллярного действия, которое требует определенного и постоянного зазора между деталями (обычно от 0,002 до 0,005 дюйма). Это требует точного проектирования соединений и изготовления компонентов, поскольку он менее терпим к плохому прилеганию, чем сварка.
Оборудование и стоимость
Вакуумные печи представляют собой значительные капитальные вложения и требуют существенной инфраструктуры. Это делает процесс более подходящим для устоявшихся производственных сред, чем для небольших мастерских или прототипирования, где гибкость и низкая стоимость входа сварки являются преимуществом.
Выбор правильного решения для вашего применения
Ваше окончательное решение должно основываться на не подлежащих обсуждению требованиях вашего проекта.
- Если ваш основной фокус — точность и минимальная деформация: Вакуумная пайка превосходит для тонкостенных или высокоточных компонентов благодаря равномерному нагреву.
- Если ваш основной фокус — соединение сложных сборок со множеством швов: Возможность одновременной пайки всех швов делает вакуумную пайку высокоэффективной для таких изделий, как теплообменники или волноводы.
- Если ваш основной фокус — максимальная чистота соединения и коррозионная стойкость: Отсутствие флюса при вакуумной пайке обеспечивает максимально чистое соединение, исключая риск остаточной коррозии флюса.
- Если ваш основной фокус — скорость для простых соединений, ремонта или изготовления конструкций: Традиционные методы сварки, как правило, быстрее, более портативны и более терпимы к несовершенному прилеганию деталей.
Понимая эти основные различия, вы можете уверенно выбрать процесс соединения, который соответствует вашим конкретным требованиям к качеству, эффективности и дизайну.
Сводная таблица:
| Аспект | Вакуумная пайка | Традиционная сварка |
|---|---|---|
| Предотвращение окисления | Использует вакуумную среду, без флюса | Требует защитных газов или коррозионного флюса |
| Качество соединения | Высокоинтегральные, безпустотные связи за счет капиллярного действия | Возможно включение флюса, риск коррозии |
| Термическая деформация | Минимальная благодаря равномерному нагреву | Высокая из-за локализованного тепла, вызывающая коробление |
| Свойства основного металла | Сохраняются, нет ЗТВ | Изменяются в зоне термического влияния (ЗТВ) |
| Эффективность для сложных сборок | Несколько соединений пропаиваются одновременно | Соединения свариваются по отдельности, медленнее для множества деталей |
| Время процесса | Более длительные пакетные циклы (часы) | Быстрее для отдельных деталей или ремонта |
| Конструкция соединения | Требует точного контроля зазора (0,002-0,005 дюйма) | Более терпим к отклонениям в прилегании |
| Стоимость и оборудование | Высокие капитальные затраты на печи | Более низкая стоимость входа, более портативное |
Готовы поднять свои процессы соединения алюминия на новый уровень с помощью точности и эффективности? В KINTEK мы используем выдающиеся исследования и разработки, а также собственное производство, чтобы предлагать передовые высокотемпературные печные решения, адаптированные к вашим потребностям. Наша линейка продукции, включающая муфельные, трубчатые, роторные печи, вакуумные и атмосферные печи, а также системы CVD/PECVD, дополняется сильными возможностями глубокой кастомизации для точного удовлетворения уникальных экспериментальных требований. Независимо от того, работаете ли вы с высокоточными компонентами, сложными сборками или требующими коррозионной стойкости приложениями, наш опыт в вакуумной пайке поможет вам достичь превосходных результатов. Свяжитесь с нами сегодня, чтобы обсудить, как мы можем оптимизировать ваш производственный процесс и обеспечить надежные, высококачественные результаты для вашей лаборатории!
Визуальное руководство
Связанные товары
- Печь для спекания и пайки с вакуумной термообработкой
- Вакуумный горячий пресс печь машина для ламинирования и отопления
- Вакуумная печь для спекания молибденовой проволоки
- Небольшая вакуумная печь для термообработки и спекания вольфрамовой проволоки
- Печь для вакуумной термообработки молибдена
Люди также спрашивают
- Как вакуумная термообработка влияет на зернистую структуру металлических сплавов? Достижение точного контроля микроструктуры
- Каковы преимущества использования вакуумной печи для термической обработки? Достижение превосходного качества материалов и контроля
- Каковы технические преимущества использования фольги Ti-35Ni-25Nb? Высокая вязкость и стабильность бета-фазы.
- Какова роль высокоточных печей в термообработке Inconel 718? Мастер микроструктурной инженерии
- Какова температура пайки в вакуумной печи? Оптимизируйте прочность и чистоту Вашего соединения










