Точное регулирование температуры имеет решающее значение, поскольку перегрев чугуна в индукционной печи приводит к быстрой деградации футеровки и ухудшению металлургического качества расплава. Хотя эти печи обладают высокими тепловыми возможностями, строгий контроль температуры гарантирует достижение точных целевых показателей заливки без пересечения опасных рабочих порогов.
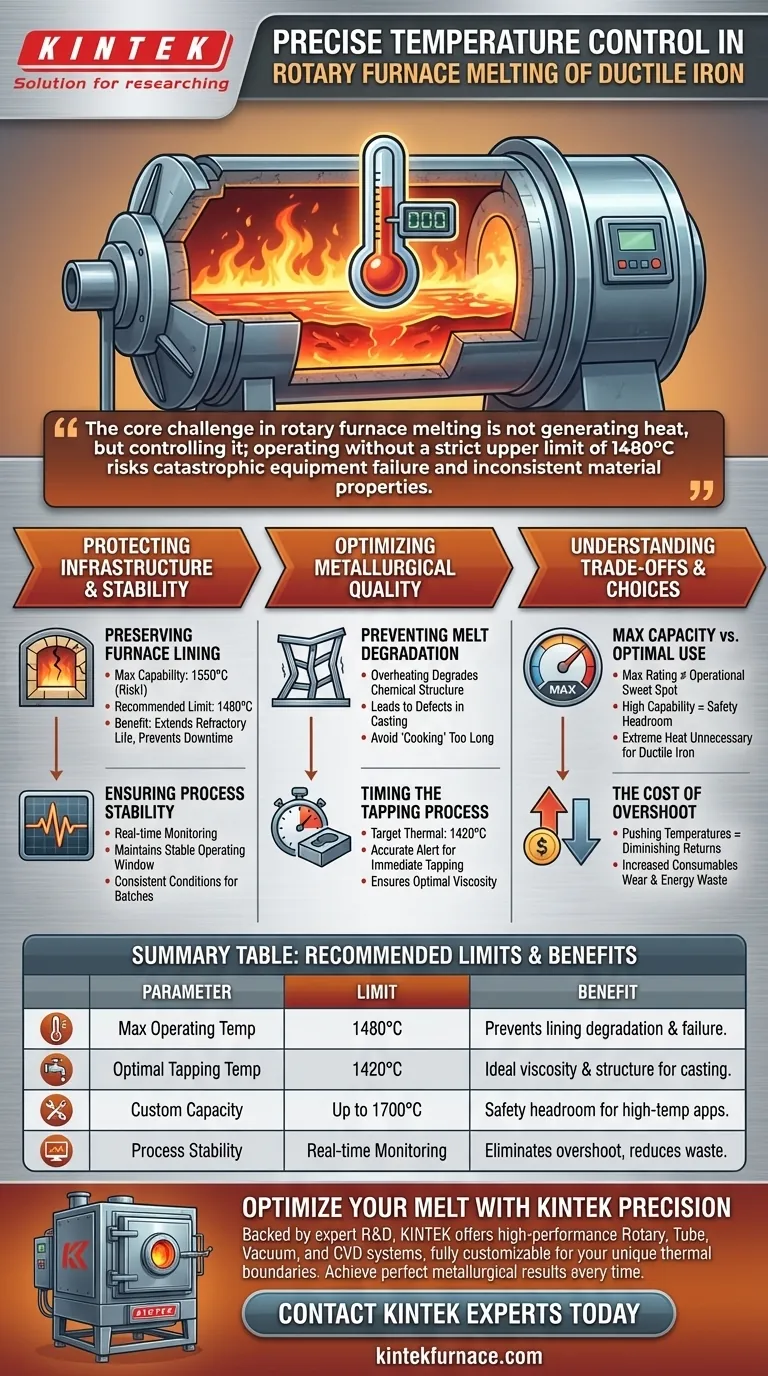
Основная задача при плавке в индукционной печи — не генерация тепла, а его контроль; работа без строгого верхнего предела в 1480°C чревата катастрофическим отказом оборудования и нестабильными свойствами материала.

Защита инфраструктуры и стабильности
Сохранение футеровки печи
Индукционные печи технически способны достигать температур до 1550°C. Однако работа на этой максимальной мощности вредна для оборудования.
В целом рекомендуется строгий верхний предел в 1480°C. Соблюдение этого предела значительно продлевает срок службы футеровки печи, что предотвращает дорогостоящие простои для ремонта.
Обеспечение стабильности процесса
Превышение рекомендуемых температурных пределов создает нестабильную среду плавления. Эта нестабильность затрудняет поддержание стабильных условий для последующих партий.
Инструменты точного измерения позволяют операторам отслеживать накопление тепла в режиме реального времени. Это гарантирует, что печь остается в стабильном рабочем диапазоне на протяжении всего цикла плавки.
Оптимизация металлургического качества
Предотвращение деградации расплава
Качество чугуна очень чувствительно к перегреву. Если температура превышает рабочий предел, химическая структура расплава может деградировать.
Эта деградация часто приводит к дефектам в конечной отливке. Точный контроль предотвращает "переваривание" расплава при чрезмерных температурах.
Планирование процесса заливки
Переход к последующим процессам зависит от достижения определенной тепловой цели, часто 1420°C.
Точные приборы оповещают операторов в тот момент, когда эта цель достигнута. Это позволяет немедленно приступить к заливке, гарантируя, что чугун поступает в форму при оптимальной вязкости и температуре.
Понимание компромиссов
Максимальная мощность против оптимального использования
Распространенная ошибка — путать максимальную мощность печи с ее оптимальным рабочим режимом.
Хотя некоторые передовые индукционные печи могут быть настроены для работы до 1700°C, применение такого экстремального нагрева для стандартной плавки чугуна избыточно и опасно. Высокая мощность обеспечивает запас прочности для безопасности, а не целевой показатель для ежедневной эксплуатации.
Цена перегрева
Повышение температуры для "ускорения" плавления часто приводит к снижению отдачи. Незначительное увеличение скорости плавления обычно компенсируется увеличенным износом расходных материалов и потерями энергии.
Сделайте правильный выбор для вашей цели
Чтобы максимизировать эффективность работы вашей индукционной печи, согласуйте ваши температурные режимы с вашими конкретными производственными приоритетами:
- Если ваш основной приоритет — долговечность оборудования: Установите строгий жесткий предел в 1480°C, чтобы максимально продлить срок службы футеровки.
- Если ваш основной приоритет — стабильность продукта: Уделите первостепенное внимание точности ваших датчиков заливки на 1420°C, чтобы гарантировать, что каждая заливка происходит при точно таком же тепловом состоянии.
Истинный контроль процесса достигается за счет дисциплинированного соблюдения этих тепловых границ.
Сводная таблица:
| Рабочий параметр | Рекомендуемый предел | Преимущество контроля |
|---|---|---|
| Макс. рабочая температура | 1480°C | Предотвращает деградацию футеровки и отказ оборудования. |
| Оптимальная температура заливки | 1420°C | Обеспечивает идеальную вязкость и металлургическую структуру для отливки. |
| Индивидуальная мощность | До 1700°C | Обеспечивает запас прочности для специальных высокотемпературных применений. |
| Стабильность процесса | Мониторинг в реальном времени | Устраняет тепловые перегревы и снижает потери энергии. |
Оптимизируйте ваш расплав с помощью точных решений KINTEK
Не позволяйте неконтролируемому теплу ставить под угрозу вашу производительность или разрушать ваше оборудование. Опираясь на экспертные исследования и разработки, а также на производство, KINTEK предлагает высокопроизводительные индукционные, трубчатые, вакуумные и CVD системы, разработанные для самых требовательных лабораторных и промышленных условий. Наши печи полностью настраиваются в соответствии с вашими уникальными тепловыми границами, гарантируя каждый раз достижение идеальных металлургических результатов.
Готовы повысить эффективность вашей лаборатории и продлить срок службы оборудования?
Свяжитесь с экспертами KINTEK сегодня
Визуальное руководство
Ссылки
- Jan Bredl. Quality Prediction of Spheroidal Graphite Cast Iron for Machine Tool Parts. DOI: 10.21062/mft.2025.032
Эта статья также основана на технической информации из Kintek Furnace База знаний .
Связанные товары
- Электрическая вращающаяся печь непрерывного действия малая вращающаяся печь для отопления завода пиролиза
- Электрическая вращающаяся печь Малая вращающаяся печь Пиролиз биомассы Завод Вращающаяся печь
- Электрическая вращающаяся печь пиролиза завод машина малый вращающаяся печь кальцинер
- Вращающаяся трубчатая печь с несколькими зонами нагрева
- Вакуумная вращающаяся трубчатая печь непрерывного действия
Люди также спрашивают
- Каковы преимущества электрических вращающихся печей перед печами на топливе? Повысьте эффективность и чистоту вашего процесса
- Каким образом электрические вращающиеся печи более экологичны? Достижение нулевых выбросов на месте эксплуатации
- Какие материалы можно перерабатывать в электрической вращающейся печи? Универсальные решения для передовых материалов
- Какие факторы способствуют увеличению срока службы и снижению затрат на обслуживание электрических вращающихся печей? Откройте для себя ключевые преимущества для вашей лаборатории
- Каковы основные области применения электрических вращающихся печей? Прецизионная термообработка для получения высокоценных материалов



















