Технологический процесс изготовления композитной детали выбирается из широкого спектра методов: от простых ручных способов до высокоавтоматизированных систем высокого давления. Хотя существуют такие процессы, как термоформование и вакуумное формование, они в основном используются для термопластичных композитов. Более широкая область, особенно для высокоэффективных термореактивных материалов, таких как эпоксидная смола с углеродным волокном, полагается на такие методы, как ручная укладка, вакуумная инфузия, литьевая пропитка смолой (RTM) и автоклавное отверждение, для достижения конкретных целей по производительности и производству.
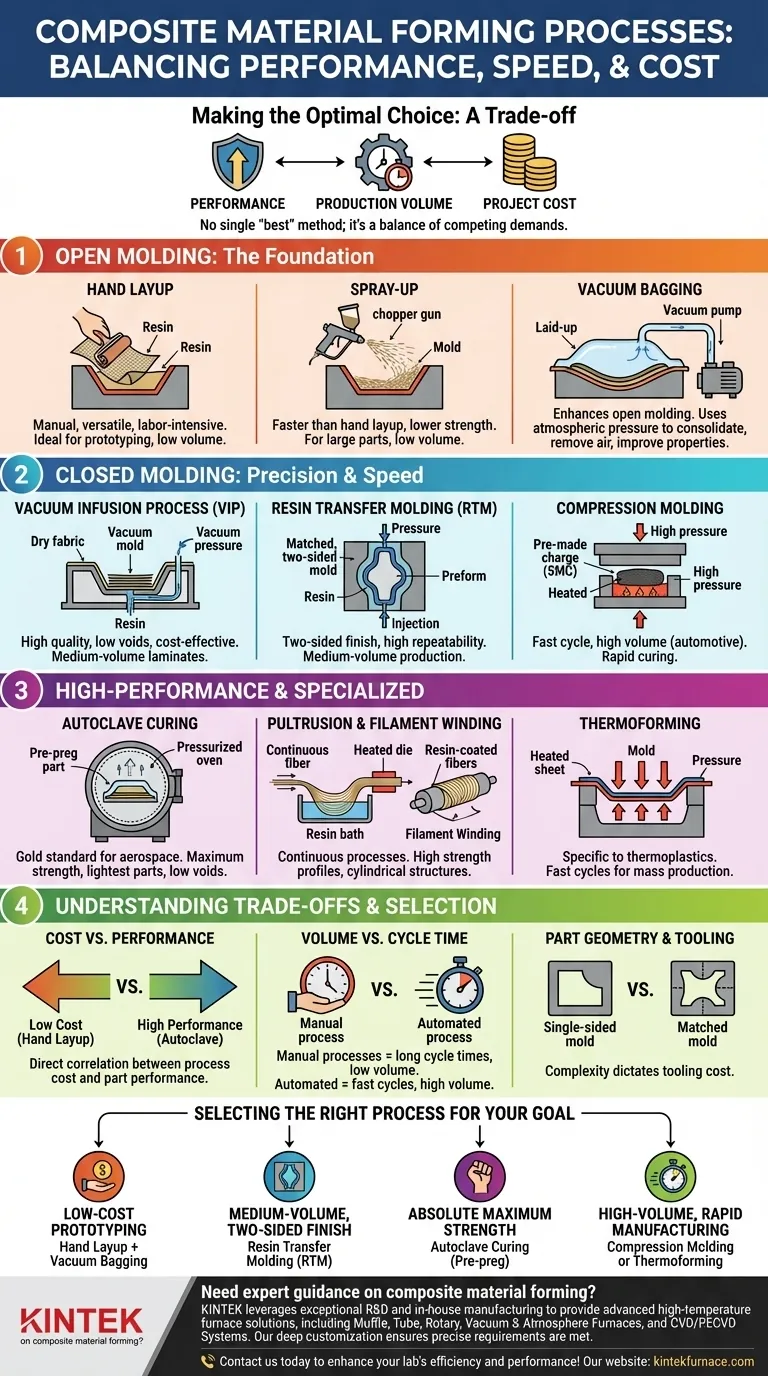
Выбор процесса формования композитов — это критически важное инженерное решение, которое уравновешивает три фактора: требуемую производительность конечной детали, желаемый объем производства и скорость, а также общую стоимость проекта. Не существует единственного «лучшего» метода; оптимальный выбор — это всегда компромисс между этими конкурирующими требованиями.

Открытое формование: Основа композитов
Процессы открытого формования используют одностороннюю форму, открытую для атмосферы. Эти методы являются основополагающими, обеспечивая гибкость и низкие начальные затраты на оснастку, что делает их идеальными для прототипирования и малосерийного производства.
Ручная укладка
Ручная укладка — это самый фундаментальный процесс производства композитов. Сухие армирующие ткани (например, из углеродного волокна или стекловолокна) помещаются в форму, а жидкая смола наносится вручную кистями и валиками. Этот процесс очень универсален, но трудоемок и зависит от навыков техника для обеспечения качества.
Напыление (Spray-Up)
Вариант открытого формования — процесс напыления, использующий специальный «пистолет-измельчитель». Этот пистолет одновременно измельчает непрерывные волокна на короткие отрезки и распыляет их на форму вместе с катализированной смолой. Он быстрее, чем ручная укладка для больших деталей, но обычно приводит к меньшей прочности из-за более коротких, случайно ориентированных волокон.
Вакуумная инфузия (Вакуумирование)
Вакуумная инфузия — это не самостоятельный процесс, а критическое улучшение для открытого формования. После того как деталь уложена и пропитана смолой, поверх нее герметизируется гибкий мешок, и создается вакуум. Возникающее атмосферное давление (до 14,7 фунтов на квадратный дюйм) уплотняет ламинат, удаляет захваченный воздух и выдавливает излишки смолы, значительно улучшая соотношение волокна и смолы и механические свойства.
Закрытое формование: Повышение точности и скорости
Процессы закрытого формования используют двухкомпонентную, сопрягаемую форму или жесткую форму с гибким мешком. Эти методы герметизируют материал, обеспечивая лучший контроль, более высокую повторяемость и улучшенную чистоту поверхности со всех сторон детали.
Процесс вакуумной инфузии (VIP)
При вакуумной инфузии сухие армирующие ткани помещаются в форму и герметизируются под вакуумным мешком. Затем смола подается через тщательно размещенные порты и втягивается через сухую ткань под действием вакуума. Этот метод позволяет получать высококачественные ламинаты с превосходным содержанием волокна и очень малым количеством пор, служа экономически эффективной альтернативой более сложным процессам.
Литьевая пропитка смолой (RTM)
RTM использует сопряженную двухстороннюю форму. Внутрь помещается «преформа» из сухих волокон, форма зажимается, и смола впрыскивается под давлением. RTM отлично подходит для изготовления деталей с хорошей чистотой поверхности с обеих сторон при средних объемах производства, обеспечивая высокую повторяемость.
Прессование (Компрессионное формование)
Этот процесс доминирует в автомобильной промышленности при больших объемах. Предварительно изготовленная порция композитного материала, часто компаунд для формования листов (SMC), помещается в нагретую металлическую форму. Пресс закрывает форму под огромным давлением, заставляя материал заполнить полость и быстро отверждаться. Время цикла может составлять всего несколько минут.
Высокопроизводительные и специализированные процессы
Эти процессы разработаны для создания деталей с максимально возможными механическими свойствами или для обеспечения непрерывного, автоматизированного производства определенных форм.
Автоклавное отверждение
Это золотой стандарт для аэрокосмической, военной и элитной автоспортивной промышленности. Детали изготавливаются из «препрега» — ткани, предварительно пропитанной скрытой смолой. После укладки деталь вакуумируется и отверждается внутри автоклава, который, по сути, является печью под давлением. Сочетание высокого давления и точного контроля температуры создает максимально прочные, легкие и беспористые детали.
Пуктрузия и намотка нити
Это непрерывные производственные процессы. Пуктрузия протягивает волокна через ванну со смолой, а затем через нагретую матрицу для формирования профилей с постоянным поперечным сечением, таких как двутавровые балки, стержни и трубы. Намотка нити обматывает пропитанные смолой волокна вокруг вращающегося оправки для создания высокопрочных цилиндрических или выпуклых структур, таких как сосуды под давлением и приводные валы.
Термоформование
Этот процесс специфичен для термопластичных композитов. Предварительно консолидированный жесткий лист термопластичного композитного материала нагревается до тех пор, пока он не станет мягким и податливым. Затем его быстро переносят в форму, где он формуется с помощью вакуумного давления, воздушного давления или механического пресса. Он обеспечивает очень быстрое время цикла, подходящее для массового производства.
Понимание компромиссов
Выбор правильного процесса требует четкого понимания компромиссов между качеством, стоимостью и скоростью. Процесс, идеальный для прототипа, редко подходит для массового производства.
Стоимость против производительности
Существует прямая корреляция между стоимостью процесса и производительностью детали. Ручная укладка имеет очень низкие затраты на оснастку, но производит детали с более низким содержанием волокна и потенциалом образования пор. На другом конце спектра, автоклавное отверждение требует многомиллионных инвестиций, но производит детали с непревзойденной прочностью и легкостью.
Объем против времени цикла
Ручные процессы, такие как ручная укладка и автоклавное отверждение, имеют очень длительное время цикла, измеряемое часами или даже днями, что делает их подходящими только для малосерийного производства. Автоматизированные процессы, такие как прессование и пуктрузия, имеют время цикла, измеряемое минутами, что позволяет производить тысячи или миллионы деталей в год.
Геометрия детали и оснастка
Сложность детали диктует оснастку. Простые открытые формы могут использовать недорогие односторонние формы. Детали, требующие готовой поверхности с обеих сторон, требуют более дорогой сопрягаемой оснастки, как видно в RTM и прессовании. Непрерывные профили уникально подходят для пуктрузии.
Выбор правильного процесса для вашей цели
Основная цель вашего проекта является наиболее важным фактором при выборе метода производства.
- Если ваш основной акцент — низкостоимостное прототипирование или единичные детали по индивидуальному заказу: Ручная укладка, улучшенная вакуумной инфузией, предлагает лучший баланс доступности и качества.
- Если ваш основной акцент — среднеобъемное производство с хорошей двусторонней отделкой: Литьевая пропитка смолой (RTM) является идеальным выбором благодаря превосходной повторяемости и эстетическому качеству.
- Если ваш основной акцент — абсолютная максимальная прочность и минимальный вес: Отверждение препрегов в автоклаве является неоспоримым стандартом для критически важных применений.
- Если ваш основной акцент — высокообъемное, быстрое производство потребительских или автомобильных деталей: Прессование (для термореактивных) или термоформование (для термопластов) обеспечивает необходимую скорость и экономичность.
Понимание этого спектра процессов позволяет принимать стратегические производственные решения, которые так же важны, как и сам материал.
Сводная таблица:
| Процесс | Ключевые особенности | Идеальные варианты использования |
|---|---|---|
| Ручная укладка | Ручной, низкая стоимость, универсальность | Прототипирование, малосерийные детали |
| Вакуумная инфузия | Высокое содержание волокна, низкие пустоты | Среднесерийное производство, высококачественные ламинаты |
| Литьевая пропитка смолой (RTM) | Двусторонняя отделка, повторяемость | Среднесерийное производство |
| Автоклавное отверждение | Максимальная прочность, низкие пустоты | Аэрокосмическая отрасль, высокопроизводительные применения |
| Прессование | Быстрый цикл, большой объем | Автомобильная промышленность, массовое производство |
| Пуктрузия/Намотка нити | Непрерывный, высокая прочность | Профили, цилиндрические детали |
Нужна экспертная консультация по формованию композитных материалов? KINTEK использует исключительные возможности НИОКР и собственное производство для предоставления передовых высокотемпературных печных решений, включая муфельные, трубчатые, вращающиеся печи, вакуумные и газовые печи, а также системы CVD/PECVD. Наша сильная возможность глубокой кастомизации гарантирует точное соответствие вашим уникальным экспериментальным требованиям. Свяжитесь с нами сегодня, чтобы повысить эффективность и производительность вашей лаборатории!
Визуальное руководство