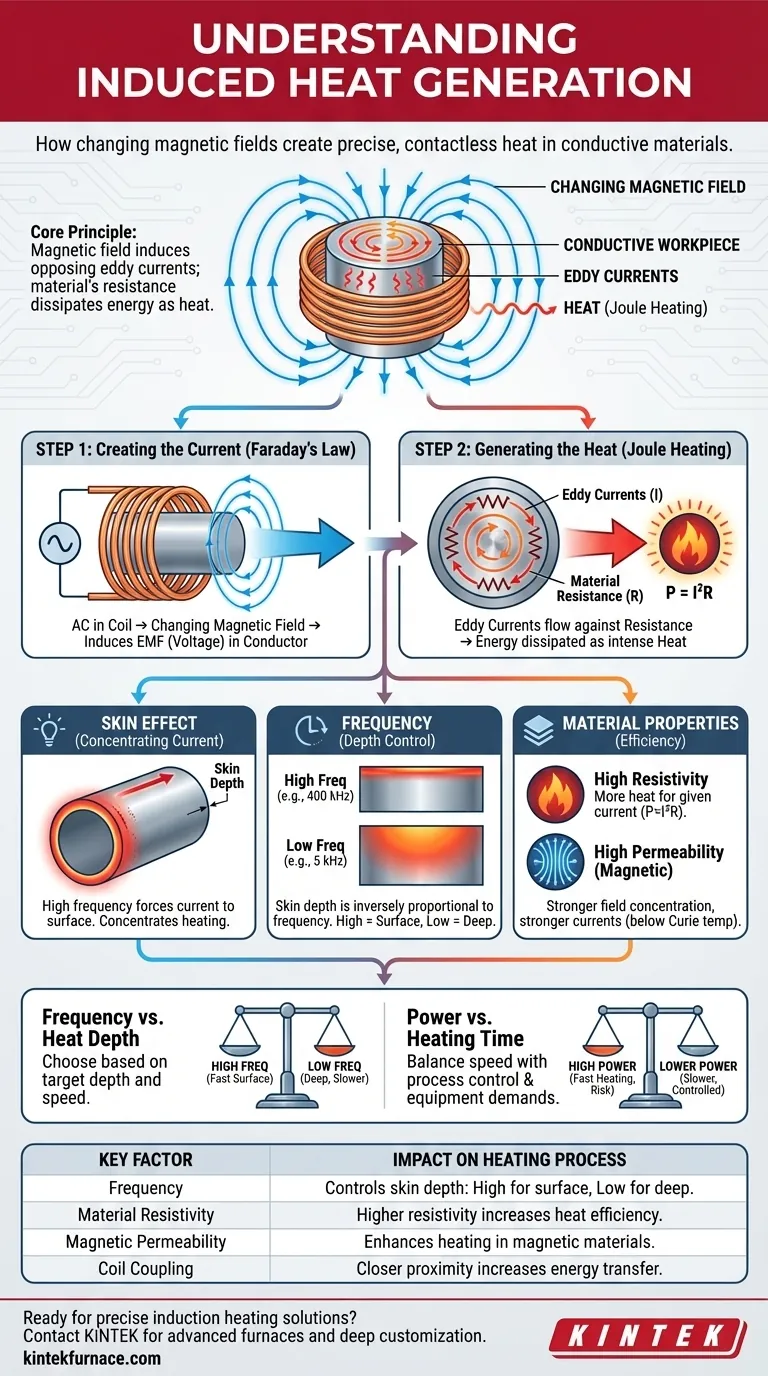
По своей сути, индуцированное тепло является результатом создания электрических токов внутри проводящего материала изменяющимся магнитным полем. Собственное электрическое сопротивление материала противодействует этим токам, вызывая трение на атомном уровне, которое проявляется в виде тепла. Этот процесс, известный как джоулев нагрев, позволяет осуществлять быстрый бесконтактный нагрев, сконцентрированный именно там, где это необходимо.
Быстро изменяющееся магнитное поле индуцирует локализованные, закручивающиеся электрические токи — известные как вихревые токи — вблизи поверхности материала. Именно присущее материалу сопротивление току этих токов генерирует интенсивное тепло.

Двухступенчатый физический процесс
Чтобы понять индукционный нагрев, необходимо рассмотреть два различных, но связанных физических принципа: электромагнитную индукцию и резистивный нагрев.
Шаг 1: Создание тока (Закон Фарадея)
Процесс начинается с индуктора, обычно медной катушки, через которую пропускается высокочастотный переменный ток (AC).
Этот переменный ток создает мощное и быстро изменяющееся магнитное поле в пространстве вокруг катушки. Когда проводящий материал (образец) помещается в это поле, происходит волшебство.
Согласно закону электромагнитной индукции Фарадея, изменяющееся магнитное поле, проходящее через проводник, индуцирует напряжение, или электродвижущую силу (ЭДС), внутри этого проводника.
Шаг 2: Генерация тепла (Джоулев нагрев)
Это индуцированное напряжение заставляет электроны внутри материала двигаться, создавая замкнутые контуры электрического тока. Они называются вихревыми токами, потому что напоминают закручивающиеся водовороты в жидкости.
Ни один материал не является идеальным проводником; все обладают некоторым электрическим сопротивлением. Когда вихревые токи протекают через это сопротивление, энергия рассеивается в виде тепла.
Это явление описывается принципом джоулева нагрева (P = I²R), где мощность, преобразуемая в тепло (P), пропорциональна квадрату тока (I), умноженному на сопротивление (R).
Ключевые факторы, контролирующие индуцированное тепло
Эффективность и характеристики индукционного нагрева не случайны. Они контролируются несколькими взаимосвязанными факторами.
Поверхностный эффект: концентрация тока
При высоких частотах, используемых в индукционном нагреве, вихревые токи не протекают равномерно по всему материалу. Они вынуждены протекать в тонком слое у поверхности.
Это явление известно как поверхностный эффект (skin effect). Он концентрирует ток, а следовательно, и нагрев, в четко определенной поверхностной области.
Роль частоты
Глубина этого нагретого слоя, известная как глубина проникновения (skin depth), обратно пропорциональна частоте переменного магнитного поля.
Высокая частота приводит к очень малой глубине проникновения, концентрируя огромную мощность на поверхности для таких применений, как поверхностная закалка. Низкая частота позволяет теплу проникать глубже в деталь, что подходит для плавления или сквозного нагрева.
Влияние свойств материала
Удельное электрическое сопротивление материала напрямую влияет на количество генерируемого тепла. Более высокое сопротивление приводит к большему выделению тепла при заданном количестве вихревых токов, что делает нагрев более эффективным.
Для магнитных материалов, таких как железо и сталь, высокая магнитная проницаемость резко усиливает концентрацию магнитного поля ниже точки Кюри, что приводит к гораздо более сильным вихревым токам и гораздо более эффективному нагреву.
Понимание компромиссов
Выбор правильных параметров для индукционного нагрева включает в себя балансирование конкурирующих факторов для достижения желаемого результата.
Частота против глубины нагрева
Самый критический компромисс — это частота. Высокие частоты обеспечивают чрезвычайно быстрый поверхностный нагрев, но не могут эффективно нагреть сердцевину большой детали. Низкие частоты проникают глубже, но нагревают весь объем медленнее.
Мощность против времени нагрева
Применение большей мощности увеличит величину вихревых токов, нагревая деталь намного быстрее в соответствии с соотношением I². Однако это требует более мощного источника питания и может вызвать перегрев или повреждение поверхности, если не контролировать его тщательно.
Связь катушки и геометрия
Эффективность передачи энергии полностью зависит от связи (coupling), или близости индукционной катушки к образцу. Более близкая катушка передает энергию более эффективно, но увеличивает риск возникновения дуги. Форма катушки также должна быть спроектирована так, чтобы соответствовать детали, чтобы гарантировать доставку магнитного поля туда, где это необходимо.
Сделайте правильный выбор для вашей цели
Понимание этих принципов позволяет с удивительной точностью контролировать применение тепловой энергии.
- Если ваша основная цель — быстрая поверхностная закалка: Используйте очень высокие частоты (от 100 кГц до 400 кГц и выше) для концентрации интенсивного тепла в тонком поверхностном слое.
- Если ваша основная цель — глубокий объемный нагрев или плавление: Используйте более низкие частоты (от 1 кГц до 50 кГц) для достижения большей глубины проникновения и более равномерного нагрева детали.
- Если ваша основная цель — нагрев сложной формы: Разработайте специальную индукционную катушку, соответствующую геометрии заготовки, чтобы обеспечить равномерную и эффективную передачу энергии.
Освоив взаимодействие между частотой, мощностью и свойствами материала, вы сможете превратить индукцию из физического явления в точный и мощный инженерный инструмент.
Сводная таблица:
| Ключевой фактор | Влияние на процесс нагрева |
|---|---|
| Частота | Контролирует глубину проникновения: высокая частота для поверхностного нагрева, низкая частота для глубокого проникновения. |
| Удельное сопротивление материала | Более высокое сопротивление повышает эффективность генерации тепла. |
| Магнитная проницаемость | Усиливает нагрев в магнитных материалах ниже точки Кюри. |
| Связь катушки | Более близкое расположение увеличивает эффективность передачи энергии и скорость нагрева. |
Готовы применить точный локализованный индукционный нагрев для решения ваших задач термической обработки? В KINTEK мы используем наши исключительные возможности в области исследований и разработок и собственное производство для предоставления передовых высокотемпературных печных решений, адаптированных к вашим уникальным потребностям. Независимо от того, требуется ли вам быстрая поверхностная закалка с высокочастотной индукцией или глубокий равномерный нагрев для плавки, наша линейка продукции — включая муфельные, трубчатые, роторные, вакуумные и газовые печи, а также системы CVD/PECVD — подкреплена широкими возможностями глубокой кастомизации. Позвольте нашим экспертам помочь вам оптимизировать частоту, мощность и конструкцию катушки для достижения максимальной эффективности. Свяжитесь с нами сегодня, чтобы обсудить, как наши решения для индукционного нагрева могут повысить производительность и точность вашей лаборатории!
Визуальное руководство
Связанные товары
- 600T вакуумный индукционный горячий пресс вакуумная термообработка и спекание печь
- Вакуумная индукционная плавильная печь и дуговая плавильная печь
- Вакуумная печь для термообработки с футеровкой из керамического волокна
- Печь для спекания и пайки с вакуумной термообработкой
- 2200 ℃ Графитовая вакуумная печь для термообработки
Люди также спрашивают
- Какова основная функция печи для спекания в вакуумном прессе при подготовке высокоплотных сплавов RuTi? Достижение максимальной плотности и чистоты
- Каковы ключевые преимущества вакуумных печей горячего прессования? Достижение превосходной плотности и чистоты материалов
- Каковы преимущества использования печи для спекания с вакуумным горячим прессованием при подготовке композитов на основе алюминиевой матрицы SiCw/2024? Создание высокоэффективных аэрокосмических материалов
- Каковы различные типы методов нагрева в печах вакуумного горячего прессования для спекания? Сравните резистивный нагрев и индукционный нагрев
- Почему для керамики из сульфида цинка (ZnS) используется вакуумная горячая прессовка (VHP)? Достижение превосходной ИК-прозрачности и механической прочности












