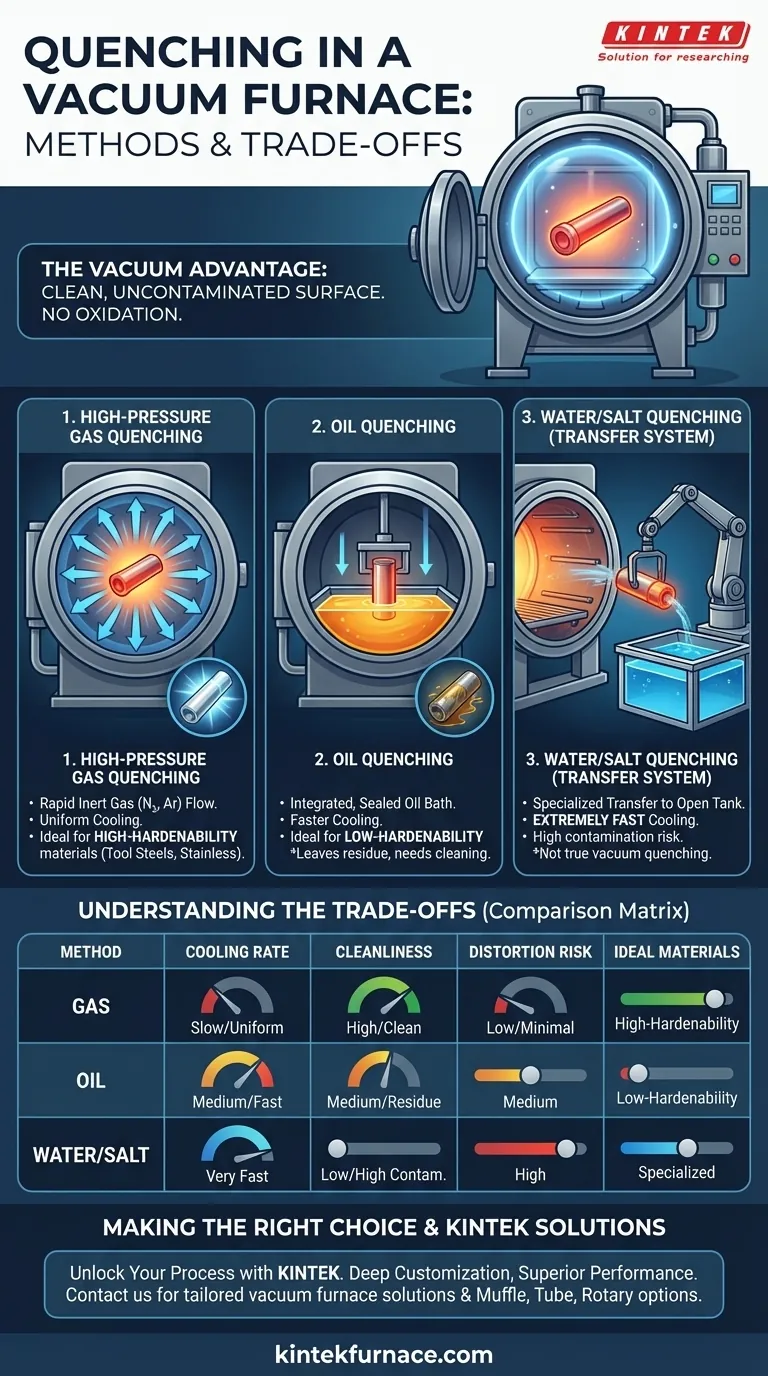
По своей сути, вакуумная печь может выполнять несколько типов закалки, в основном закалку инертным газом высокого давления и закалку маслом. Хотя это менее распространено, некоторые специализированные системы также включают возможности закалки водой или солью путем перемещения заготовки из вакуумной нагревательной камеры в соседний бак для жидкой закалки.
Выбор метода закалки в вакуумной печи — это критически важное решение, которое уравновешивает потребность в определенной скорости охлаждения с основным преимуществом вакуумной обработки: достижением безупречной, незагрязненной поверхности. Правильный метод полностью зависит от свойств материала и желаемых конечных характеристик.

Назначение вакуумной среды
Прежде чем рассматривать закалку, важно понять, почему детали нагреваются в вакууме. Цель состоит в том, чтобы создать исключительно чистую и контролируемую атмосферу.
Почему нагревать в вакууме?
Нагрев металла до высоких температур в присутствии кислорода вызывает окисление и образование окалины. Вакуум удаляет реактивные газы, предотвращая эти поверхностные реакции.
Это приводит к получению ярких, чистых деталей, которые часто не требуют последующей очистки. Это также предотвращает обезуглероживание, то есть потерю углерода с поверхности стали, что может снизить твердость и износостойкость.
Проблема закалки
Задача состоит в том, чтобы охладить деталь достаточно быстро для достижения желаемой твердости («закалка») без повторного внесения загрязнителей или нарушения чистой поверхности, созданной в вакууме.
Обзор методов вакуумной закалки
Метод закалки должен быть достаточно быстрым, чтобы зафиксировать желаемую металлургическую структуру, но достаточно контролируемым, чтобы сохранить преимущества вакуумного процесса.
Закалка газом высокого давления
Это самый распространенный и «родной» метод закалки для современной вакуумной печи. После нагрева камера быстро заполняется инертным газом высокого давления и высокой скорости потока, обычно азотом или аргоном.
Вентиляторы циркулируют этот газ с высокой скоростью для равномерного охлаждения детали. Этот метод идеально подходит для материалов с высокой прокаливаемостью, таких как инструментальные стали, быстрорежущие стали, а также многие сплавы из нержавеющей стали и титана.
Закалка маслом
Для сталей с более низкой прокаливаемостью газовая закалка может быть недостаточно быстрой для достижения полной твердости. Эти применения требуют вакуумной печи для закалки маслом.
Эти печи имеют встроенную герметичную масляную ванну, расположенную в камере под зоной нагрева или рядом с ней. После нагрева заготовка механически опускается в масло для быстрого охлаждения. Это герметичный процесс, обеспечивающий сохранение вакуумной герметичности нагревательной камеры.
Закалка водой и нитратом (солью)
Вода и расплавленная соль обеспечивают еще более высокие скорости охлаждения, чем масло, но они очень реактивны и летучи. Введение их непосредственно в горячую вакуумную камеру мгновенно разрушит вакуум и загрязнитель оборудование.
Поэтому настоящей «вакуумной водной закалки» не существует. Вместо этого система нагревает деталь в вакууме, переносит ее в защитной атмосфере в отдельный открытый бак для закалки, а затем погружает. Это многоэтапный процесс, используемый только для специализированных применений, где крайне высокие скорости охлаждения являются бескомпромиссными.
Понимание компромиссов: газ против жидкости
Выбор между газовой и жидкостной закалкой включает в себя ряд критических инженерных компромиссов.
Скорость охлаждения против прокаливаемости
Прокаливаемость материала определяет, насколько медленно его можно охлаждать, при этом достигая полной твердости.
Сплавы с высокой прокаливаемостью (например, инструментальная сталь A2) могут быть эффективно закалены газом. Сплавы с более низкой прокаливаемостью (например, сталь 1045) требуют более быстрого охлаждения жидкостью, такой как масло или вода.
Чистота детали
Газовая закалка является самым чистым методом. Она не оставляет следов, и детали выходят из печи яркими и готовыми к использованию.
Масляная закалка, хотя и выполняется в герметичной системе, оставляет на детали остатки масла, которые требуют последующей промывки или отпуска для удаления.
Риск деформации и растрескивания
Газ высокого давления обеспечивает наиболее равномерное охлаждение, что значительно снижает термическое напряжение и риск деформации или растрескивания деталей.
Жидкие закалки более агрессивны и могут создавать большие температурные градиенты по всей детали, увеличивая внутренние напряжения и потенциал деформации.
Правильный выбор для вашего применения
Выбор правильного метода закалки имеет решающее значение для соответствия конструктивным требованиям вашего компонента.
- Если ваша основная цель — максимальная чистота и минимальная деформация: газовая закалка высокого давления — лучший выбор, особенно для инструментальных сталей, закаливаемых на воздухе, и сложных геометрий.
- Если ваша основная цель — достижение заданной твердости в низко- и среднелегированных сталях: закалка маслом часто необходима для обеспечения более быстрой скорости охлаждения, которая требуется этим материалам для правильного преобразования.
- Если ваша основная цель — экономичное упрочнение простых углеродистых сталей: вакуумная обработка может быть излишней, и традиционная атмосферная печь с открытым баком для водной или солевой закалки, вероятно, более подходит.
В конечном итоге, соответствие метода закалки специфическим потребностям материала в преобразовании является ключом к успешной термообработке.
Сводная таблица:
| Метод закалки | Ключевые особенности | Идеальные материалы |
|---|---|---|
| Закалка газом высокого давления | Чистое, равномерное охлаждение, минимальная деформация | Инструментальные стали, быстрорежущие стали, сплавы из нержавеющей стали и титана |
| Закалка маслом | Более быстрое охлаждение, требует удаления остатков | Стали с низкой прокаливаемостью |
| Закалка водой/солью | Очень быстрое охлаждение, специализированные системы переноса | Материалы, требующие экстремальных скоростей охлаждения |
Раскройте весь потенциал ваших процессов термообработки с помощью передовых вакуумных печей KINTEK! Используя исключительные научно-исследовательские разработки и собственное производство, мы предлагаем различным лабораториям варианты высокотемпературных печей, включая муфельные, трубчатые, вращающиеся печи, вакуумные и атмосферные печи, а также системы CVD/PECVD. Наша сильная возможность глубокой индивидуализации гарантирует, что мы можем точно удовлетворить ваши уникальные экспериментальные требования, обеспечивая превосходную производительность, чистоту и эффективность. Свяжитесь с нами сегодня, чтобы обсудить, как наши индивидуальные решения могут оптимизировать ваши применения для закалки и помочь вам достичь ваших материальных целей!
Визуальное руководство
Связанные товары
- Вакуумная печь горячего прессования машина нагретая вакуумная печь трубки прессования
- Вакуумный горячий пресс печь машина нагретый вакуумный пресс
- 600T вакуумный индукционный горячий пресс вакуумная термообработка и спекание печь
- 2200 ℃ Вакуумная печь для термообработки и спекания вольфрама
- Вакуумная термообработанная печь для спекания с давлением для вакуумного спекания
Люди также спрашивают
- Какие параметры процесса должны быть оптимизированы для конкретных материалов в печи вакуумного горячего прессования? Достижение оптимальной плотности и микроструктуры
- Как печи вакуумного горячего прессования преобразили обработку материалов? Достижение превосходной плотности и чистоты
- Какие функции безопасности включены в вакуумные горячие прессы? Обеспечение защиты оператора и оборудования
- Какие соображения определяют выбор нагревательных элементов и методов прессования для вакуумной горячей прессовой печи?
- Почему для керамики из сульфида цинка (ZnS) используется вакуумная горячая прессовка (VHP)? Достижение превосходной ИК-прозрачности и механической прочности



















