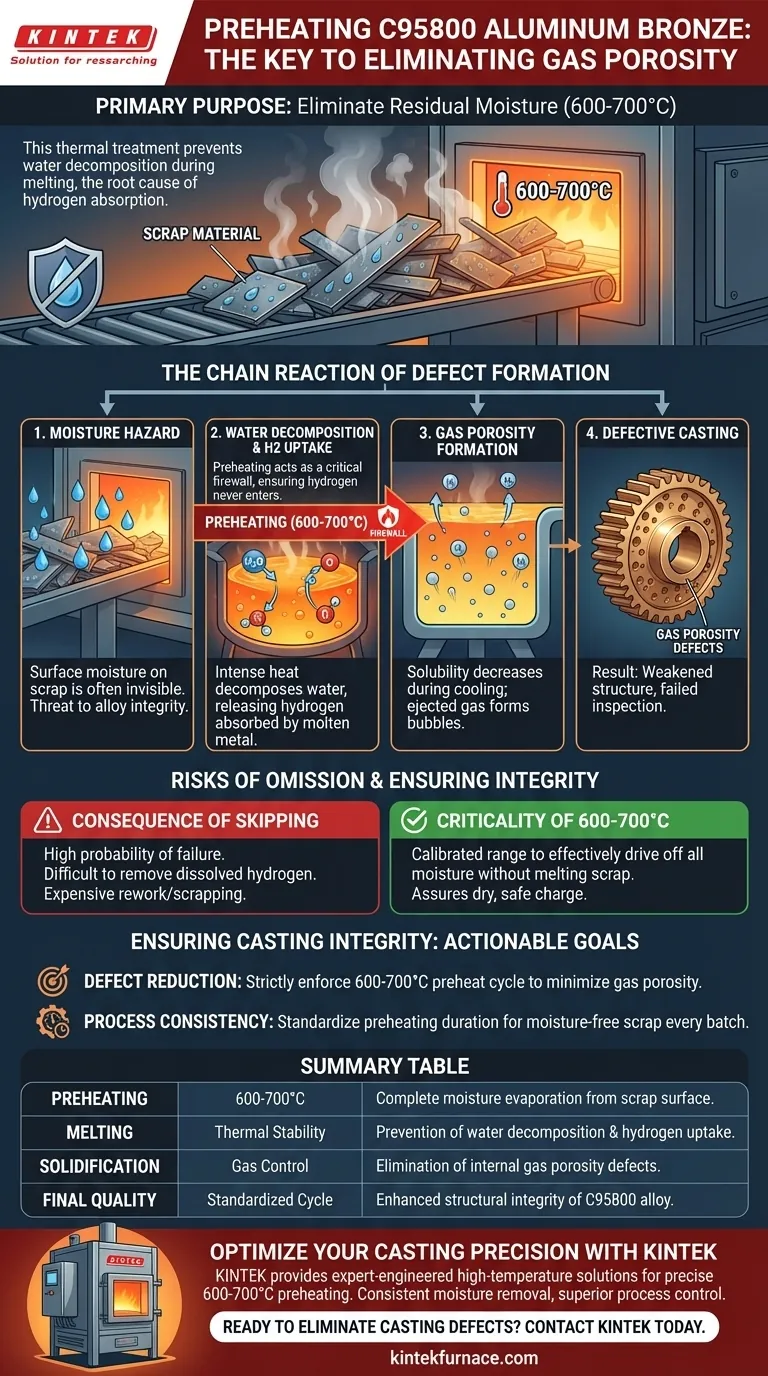
Основная цель предварительного нагрева шихтовых материалов до 600-700°C — это полное удаление остаточной влаги с поверхности лома. Эта термическая обработка предотвращает разложение воды в процессе последующего плавления, что является основной причиной поглощения водорода расплавом. Удаляя источник водорода, вы значительно снижаете образование дефектов газовой пористости в конечном литье из алюминиевой бронзы C95800.
Удаление влаги перед плавлением является фундаментальной превентивной мерой. Предварительный нагрев действует как критический барьер, гарантируя, что водород не попадет в расплавленный металл и не создаст структурных дефектов впоследствии.

Цепная реакция образования дефектов
Опасность влаги
Лом, используемый в литье, часто сохраняет поверхностную влагу, которая не сразу видна.
Если эта влага попадает в печь, она представляет непосредственную угрозу для целостности сплава. Предварительный нагрев до 600-700°C гарантирует, что эта влага полностью испарится до того, как металл достигнет точки плавления.
Разложение воды и поглощение водорода
При наличии влаги во время плавления интенсивный нагрев вызывает разложение воды.
Этот химический распад высвобождает водород, который легко поглощается расплавленной алюминиевой бронзой. Поглощенный, этот водород оказывается запертым в жидком металле.
Образование газовой пористости
По мере охлаждения и затвердевания литья растворимость водорода снижается, выталкивая газ из раствора.
Этот выделяющийся газ образует пузырьки, что приводит к дефектам газовой пористости. Предварительный нагрев устраняет эту проблему у источника, предотвращая пористость, гарантируя, что водород вообще не попадет в расплав.
Понимание рисков упущения
Последствия пропуска предварительного нагрева
Пропуск этапа предварительного нагрева может показаться экономией времени, но он создает высокую вероятность неудачи.
Без этого этапа расплав подвергается воздействию источников водорода, которые трудно удалить после растворения. Это часто приводит к тому, что отливки не проходят проверку из-за внутренней пористости, требуя дорогостоящей доработки или утилизации детали.
Критичность температурного диапазона
Конкретный диапазон 600-700°C не является произвольным.
Он откалиброван так, чтобы быть достаточно высоким для эффективного удаления всех форм влаги, не расплавляя при этом лом преждевременно. Соблюдение этого конкретного окна обеспечивает наивысшую гарантию сухой и безопасной загрузки.
Обеспечение целостности литья
Чтобы применить это к вашему производственному процессу, рассмотрите следующие конкретные цели:
- Если ваш основной фокус — снижение дефектов: строго соблюдайте цикл предварительного нагрева 600-700°C, чтобы минимизировать газовую пористость у источника.
- Если ваш основной фокус — стабильность процесса: стандартизируйте продолжительность предварительного нагрева, чтобы гарантировать, что каждая партия лома полностью свободна от остаточной влаги перед загрузкой.
Контролируя влажность перед плавлением, вы обеспечиваете структурное качество конечного изделия из алюминиевой бронзы.
Сводная таблица:
| Этап процесса | Действие/Температура | Основное преимущество |
|---|---|---|
| Предварительный нагрев | 600-700°C | Полное испарение влаги с поверхности лома |
| Плавление | Термическая стабильность | Предотвращение разложения воды и поглощения водорода |
| Затвердевание | Контроль газа | Устранение внутренних дефектов газовой пористости |
| Финальное качество | Стандартизированный цикл | Улучшенная структурная целостность сплава C95800 |
Оптимизируйте точность литья с KINTEK
Не позволяйте газовой пористости ухудшать качество вашего сплава. KINTEK предлагает разработанные экспертами высокотемпературные решения, включая специализированные муфельные, трубчатые и вакуумные печи, предназначенные для обеспечения точной среды предварительного нагрева 600-700°C, необходимой для вашей алюминиевой бронзы C95800.
Наши настраиваемые лабораторные системы, основанные на ведущих в отрасли исследованиях и разработках и производстве, обеспечивают постоянное удаление влаги и превосходный контроль процесса для специалистов по металлургии.
Готовы устранить дефекты литья? Свяжитесь с KINTEK сегодня, чтобы обсудить ваши индивидуальные потребности в термической обработке.
Визуальное руководство
Ссылки
- Chawanan Thongyothee, Sombun Chareonvilisiri. The Effect of Gas Venting on the Mechanical Properties of C95800 Aluminum Bronze Castings. DOI: 10.48084/etasr.10993
Эта статья также основана на технической информации из Kintek Furnace База знаний .
Связанные товары
- Лабораторная трубчатая печь высокой температуры 1400℃ с трубкой из глинозема
- Высокотемпературная лабораторная трубчатая печь 1700℃ с корундовой трубкой
- Печь для спекания и пайки с вакуумной термообработкой
- Высокотемпературная муфельная печь для лабораторного измельчения и предварительного спекания
- 9MPa воздушного давления вакуумной термообработки и спекания печь
Люди также спрашивают
- Как высокотемпературные лабораторные трубчатые печи обеспечивают стабильность окружающей среды? Советы по точному термическому восстановлению
- Как лабораторная высокотемпературная трубчатая печь способствует преобразованию электросплетенных волокон? Мнения экспертов
- Какова функция печи при обработке сплава CuAlMn? Достижение идеальной гомогенизации микроструктуры
- Как высокотемпературная трубчатая печь облегчает диффузию расплава серы? Точный нагрев катодов PCFC/S
- Каков механизм высокотемпературной печи при спекании Bi-2223? Достижение точного фазового превращения





