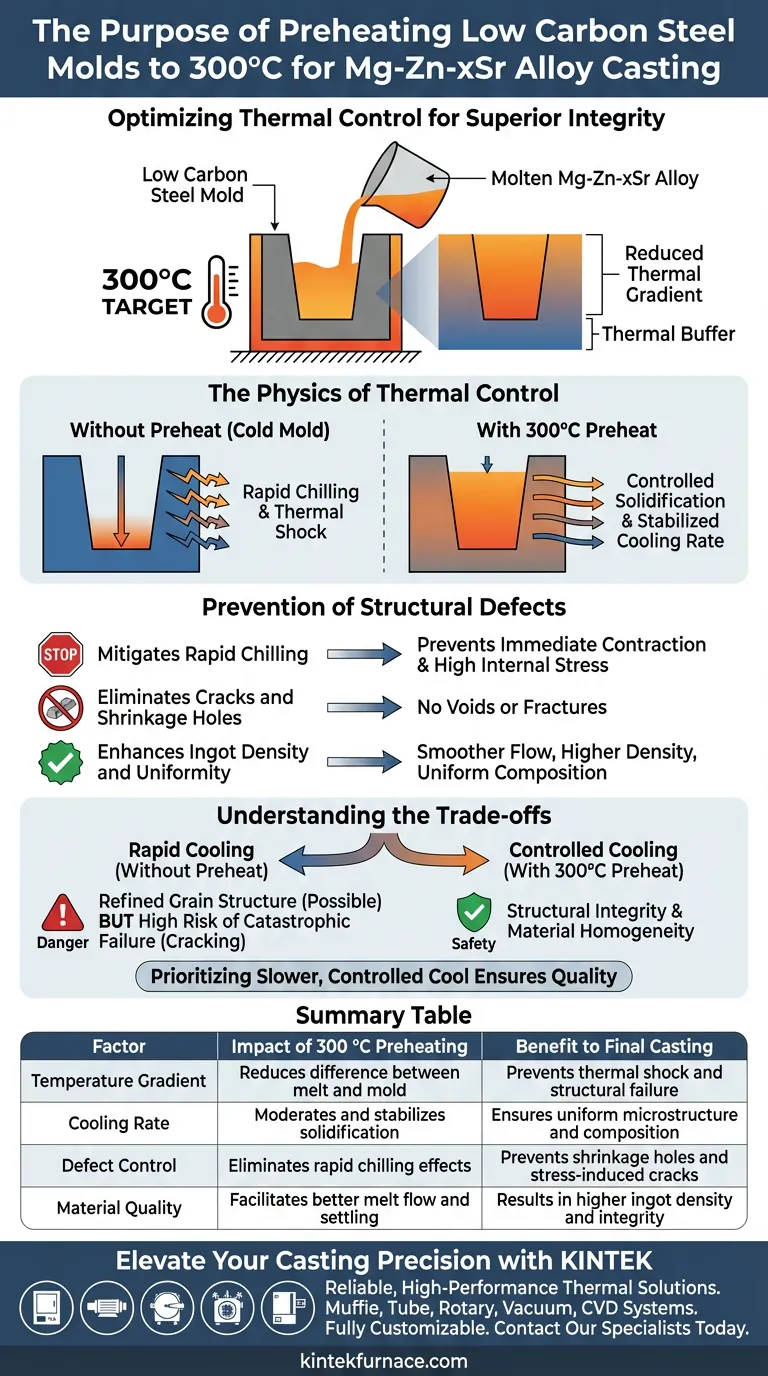
Основная цель предварительного нагрева форм из низкоуглеродистой стали до 300 °C заключается в значительном снижении разницы температур между расплавленным сплавом Mg-Zn-xSr и поверхностью формы. Этот критический шаг регулирует скорость охлаждения, предотвращая быстрое охлаждение, приводящее к структурным повреждениям.
Предварительный нагрев служит тепловым буфером, который защищает целостность отливки. Стабилизируя температурный градиент, вы обеспечиваете получение слитков высокой плотности без усадочных раковин и трещин.
Физика термического контроля
Снижение температурного градиента
Когда расплавленный металл попадает в холодную форму, экстрельная разница температур создает термический удар.
Предварительный нагрев формы до 300 °C устраняет этот разрыв. Это снижение температурного градиента является фундаментальным механизмом, который позволяет контролировать процесс затвердевания, а не хаотичное замерзание.
Регулирование скорости охлаждения
Качество отливки из магниевого сплава в значительной степени зависит от скорости его охлаждения.
Если форма слишком холодная, внешняя поверхность расплава мгновенно затвердевает, в то время как центр остается жидким. Предварительный нагрев обеспечивает постепенное и равномерное охлаждение слитка, предотвращая неравномерное затвердевание.
Предотвращение структурных дефектов
Смягчение последствий быстрого охлаждения
Быстрое охлаждение происходит, когда расплав контактирует с холодной поверхностью, вызывая немедленное сжатие.
Это явление создает высокие внутренние напряжения в материале. Предварительно нагревая форму, вы устраняете условия, вызывающие такое быстрое, вызывающее напряжения сжатие.
Устранение трещин и усадочных раковин
Наиболее распространенными симптомами неправильного термического управления являются физические пустоты и трещины.
Без предварительного нагрева до 300 °C сплав склонен к образованию усадочных раковин и трещин. Эти дефекты снижают механическую прочность конечного продукта и часто приводят к браку деталей.
Повышение плотности и однородности слитка
Помимо предотвращения трещин, термический контроль напрямую влияет на микроструктуру.
Предварительно нагретая форма способствует более плавному течению и оседанию расплава. В результате получается слиток с более высокой плотностью и более однородным составом, что гарантирует, что сплав Mg-Zn-xSr будет работать должным образом.
Понимание компромиссов
Баланс скорости охлаждения
Хотя быстрое охлаждение иногда может улучшить структуру зерна, оно опасно для этих конкретных сплавов в стальных формах.
Компромисс здесь заключается в отказе от экстремальной скорости охлаждения ради структурной целостности. Приоритет более медленного, контролируемого охлаждения посредством предварительного нагрева позволяет избежать катастрофических режимов отказа (растрескивания), связанных с более быстрым, неконтролируемым закаливанием.
Точность процесса
Контроль температуры должен быть точным.
Предварительный нагрев — это не просто «разогрев» формы; он требует достижения конкретной целевой температуры 300 °C. Значительное отклонение ниже этой температуры чревато повторным возникновением дефектов, которые процесс призван избежать.
Оптимизация вашей стратегии литья
Чтобы обеспечить высококачественные отливки из сплава Mg-Zn-xSr, применяйте эти принципы, исходя из ваших конкретных целей по качеству:
- Если ваш основной фокус — структурная целостность: строгое соблюдение предварительного нагрева до 300 °C является обязательным для предотвращения напряженных трещин и растрескивания.
- Если ваш основной фокус — однородность материала: используйте предварительный нагрев для обеспечения равномерного состава по всему сечению слитка.
Постоянство подготовки формы является наиболее эффективным фактором для снижения уровня брака при литье магниевых сплавов.
Сводная таблица:
| Фактор | Влияние предварительного нагрева до 300 °C | Преимущество для конечной отливки |
|---|---|---|
| Температурный градиент | Снижает разницу между расплавом и формой | Предотвращает термический удар и структурные повреждения |
| Скорость охлаждения | Регулирует и стабилизирует затвердевание | Обеспечивает однородную микроструктуру и состав |
| Контроль дефектов | Устраняет эффекты быстрого охлаждения | Предотвращает усадочные раковины и трещины, вызванные напряжениями |
| Качество материала | Способствует лучшему течению и оседанию расплава | Приводит к более высокой плотности и целостности слитка |
Повысьте точность литья с KINTEK
Достижение идеального теплового буфера в 300 °C требует надежного, высокопроизводительного оборудования. Опираясь на экспертные исследования и разработки, а также производственные мощности, KINTEK предлагает полный спектр муфельных, трубчатых, роторных, вакуумных и CVD-систем, а также специализированные высокотемпературные лабораторные печи — все полностью настраиваемые для удовлетворения ваших уникальных металлургических потребностей.
Не позволяйте термическим напряжениям ухудшить качество вашего сплава Mg-Zn-xSr. Свяжитесь с нашими специалистами сегодня, чтобы найти идеальное термическое решение для вашей лаборатории и каждый раз добиваться безупречных результатов с высокой плотностью.
Визуальное руководство
Ссылки
- Hongxuan Liu, Jingzhong Xu. Discharge Properties and Electrochemical Behaviors of Mg-Zn-xSr Magnesium Anodes for Mg–Air Batteries. DOI: 10.3390/ma17174179
Эта статья также основана на технической информации из Kintek Furnace База знаний .
Связанные товары
- Дисилицид молибдена MoSi2 термические нагревательные элементы для электрической печи
- Печь для вакуумной термообработки молибдена
Люди также спрашивают
- Какими свойствами обладает дисилицид молибдена (MoSi2), которые делают его пригодным для высокотемпературных применений? Откройте для себя его устойчивость к высоким температурам
- Как рабочая атмосфера влияет на нагревательные элементы из дисилицида молибдена? Максимизация температуры и срока службы
- Каковы области применения нагревательных элементов из дисилицида молибдена? Достижение экстремальной термостабильности для промышленных процессов
- Каковы типичные рабочие температуры для нагревательных элементов из дисилицида молибдена (MoSi2)? Освойте высокотемпературные характеристики
- Каковы преимущества длительного срока службы нагревательных элементов из MoSi2? Повысьте эффективность и сократите расходы

