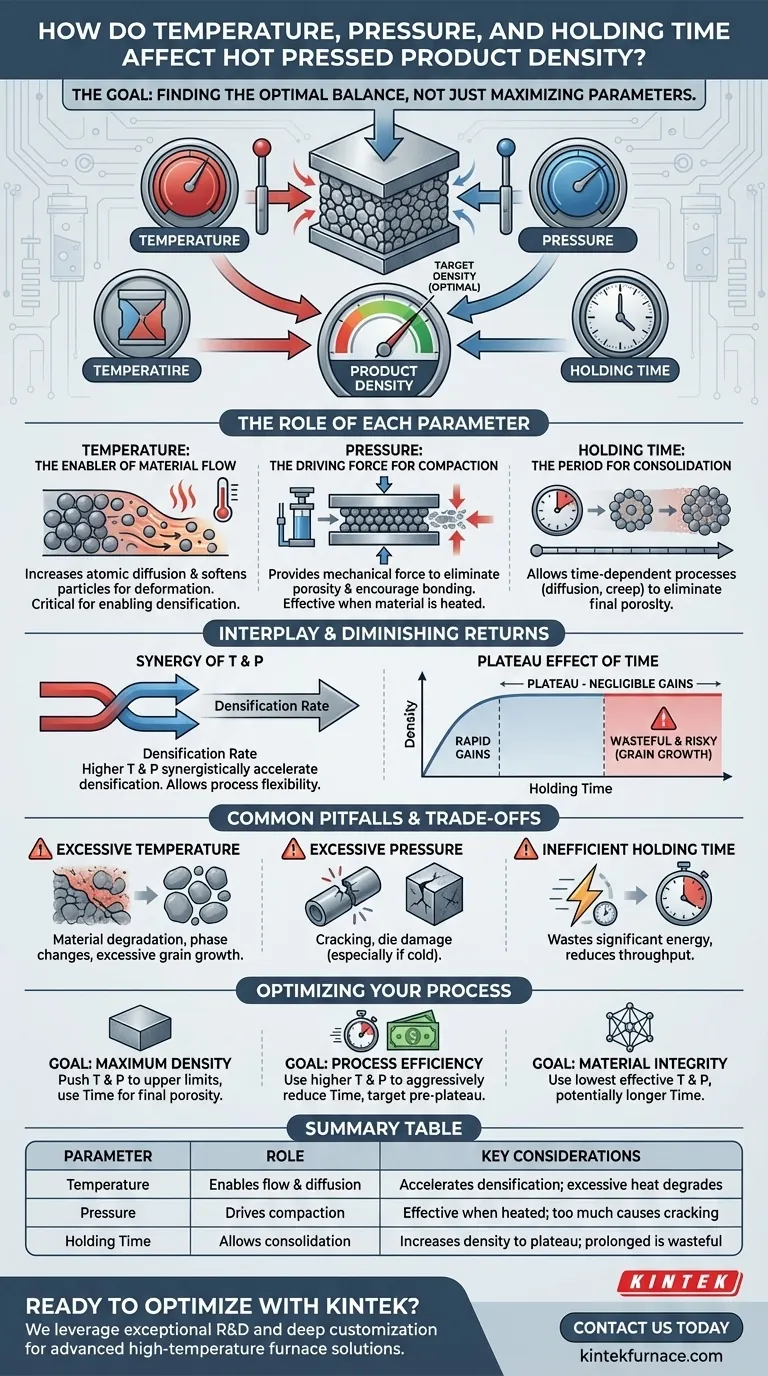
При горячем прессовании температура, давление и время выдержки являются основными рычагами управления конечной плотностью изделия. Более высокие температуры и большее давление ускоряют процесс уплотнения, в то время как время выдержки увеличивает плотность до определенного момента снижения отдачи, после которого оно не дает значительного преимущества.
Основная задача горячего прессования заключается не просто в максимизации этих параметров, а в поиске оптимального баланса между ними. Это позволяет эффективно достичь целевой плотности без лишних затрат энергии и без ущерба для конечных свойств материала.
Роль каждого параметра процесса
Чтобы оптимизировать свой процесс, вы должны сначала понять уникальную роль, которую каждая переменная играет в консолидации материала.
Температура: Фактор, Обеспечивающий Текучесть Материала
Температура является наиболее критичным параметром для обеспечения уплотнения. Нагревая материал, вы увеличиваете атомную диффузию и смягчаете частицы.
Это смягчение делает материал более пластичным, позволяя ему деформироваться и течь под давлением, заполняя пустоты между частицами.
Давление: Движущая Сила Компактирования
Давление обеспечивает внешнюю механическую силу, необходимую для уплотнения материала. Оно сближает частицы, устраняя пористость и способствуя образованию связей.
Давление наиболее эффективно, когда материал был достаточно нагрет. Приложение высокого давления к холодному или недостаточно нагретому материалу неэффективно и может привести к растрескиванию.
Время выдержки: Период Консолидации
Время выдержки — это продолжительность, в течение которой поддерживаются пиковая температура и давление. Этот период дает время для протекания зависящих от времени процессов, таких как диффузия и ползучесть.
Эти процессы необходимы для устранения оставшихся мелких карманов пористости и достижения полностью плотного состояния.
Понимание Взаимодействия и Снижения Отдачи
Параметры не работают изолированно. Их взаимодействие определяет эффективность и результат всего процесса.
Синергия Температуры и Давления
Более высокие температуры и давления ускоряют уплотнение. Это создает синергетический эффект.
Повышение температуры может снизить необходимое для достижения определенной плотности давление, и наоборот. Это взаимодействие обеспечивает гибкость процесса в зависимости от ограничений материала и оборудования.
Эффект Плато Времени Выдержки
Скорость уплотнения не является линейной. Обычно она высока в начале периода выдержки, поскольку крупные пустоты быстро устраняются.
По мере приближения материала к теоретическому максимуму плотности процесс резко замедляется. Увеличение времени выдержки за это «плато» дает незначительный прирост плотности, но продолжает потреблять энергию и несет риск нежелательных эффектов, таких как рост зерна.
Распространенные Ошибки и Компромиссы
Доведение параметров до абсолютных максимумов может быть контрпродуктивным и привести к дефектам в конечном изделии.
Чрезмерная Температура
Хотя высокая температура способствует уплотнению, ее избыток может быть вредным. Это может вызвать деградацию материала, нежелательные фазовые переходы или чрезмерный рост зерна, что может снизить прочность и вязкость конечного продукта.
Чрезмерное Давление
Приложение слишком большого давления, особенно в начале цикла до равномерного нагрева материала, может вызвать растрескивание детали или повредить пресс-форму. Это создает точки высокого напряжения, а не равномерное уплотнение.
Неэффективное Время Выдержки
Наиболее распространенной неэффективностью является слишком длительное время выдержки. Это приводит к значительной потере энергии и снижению пропускной способности производства без соответствующего улучшения качества продукции.
Оптимизация Процесса Горячего Прессования
Ваши идеальные параметры полностью зависят от вашей основной цели. Используйте эти принципы в качестве отправной точки для разработки вашего конкретного процесса.
- Если ваша основная цель — достижение максимально возможной плотности: Приближайте температуру и давление к верхним пределам, рекомендованным для материала, используя время выдержки для устранения остаточной пористости.
- Если ваша основная цель — эффективность процесса (скорость и стоимость): Используйте более высокие температуры и давления для агрессивного сокращения требуемого времени выдержки, нацеливаясь на точку непосредственно перед тем, как скорость уплотнения выйдет на плато.
- Если ваша основная цель — сохранение целостности материала (например, мелкий размер зерна): Используйте самую низкую эффективную температуру и давление, возможно, допуская более длительное время выдержки для достижения целевой плотности без возникновения повреждений материала.
Освоение горячего прессования — это упражнение в управлении взаимодействием тепла, силы и времени для достижения желаемого результата повторяемо и эффективно.
Сводная Таблица:
| Параметр | Роль в Уплотнении | Ключевые Соображения |
|---|---|---|
| Температура | Обеспечивает текучесть материала и атомную диффузию | Более высокие температуры ускоряют уплотнение; избыточное тепло может вызвать деградацию |
| Давление | Движет компактированием и устраняет пористость | Эффективно при нагреве материала; слишком высокое давление может привести к растрескиванию |
| Время выдержки | Обеспечивает зависящие от времени процессы консолидации | Увеличивает плотность до плато; длительное время тратит энергию с минимальным выигрышем |
Готовы оптимизировать ваш процесс горячего прессования с помощью индивидуальных решений? KINTEK использует исключительные возможности НИОКР и собственное производство для предоставления передовых высокотемпературных печных решений, включая муфельные, трубчатые, роторные печи, вакуумные и атмосферные печи, а также системы CVD/PECVD. Наша сильная способность к глубокой кастомизации гарантирует точное соответствие вашим уникальным экспериментальным требованиям, помогая вам достичь превосходной плотности и эффективности. Свяжитесь с нами сегодня, чтобы обсудить, как мы можем повысить производительность вашей лаборатории!
Визуальное руководство
Связанные товары
- Вакуумный горячий пресс печь машина для ламинирования и отопления
- Вакуумный горячий пресс печь машина нагретый вакуумный пресс
- Вакуумная печь горячего прессования машина нагретая вакуумная печь трубки прессования
- 600T вакуумный индукционный горячий пресс вакуумная термообработка и спекание печь
- Лабораторная вакуумная трубчатая печь высокого давления Кварцевая трубчатая печь
Люди также спрашивают
- Каково значение вакуумной среды для спекания нержавеющей стали? Достижение высокой плотности и чистоты
- Почему высокая вакуумная среда имеет решающее значение при подготовке медно-углеродных нанотрубочных композитов в печи для вакуумного горячего прессования? Достижение превосходной целостности композита
- Как печи вакуумного горячего прессования преобразили обработку материалов? Достижение превосходной плотности и чистоты
- Каковы основные компоненты печи вакуумного прессования? Освойте основные системы для точной обработки материалов
- Какие функции безопасности включены в вакуумные горячие прессы? Обеспечение защиты оператора и оборудования






