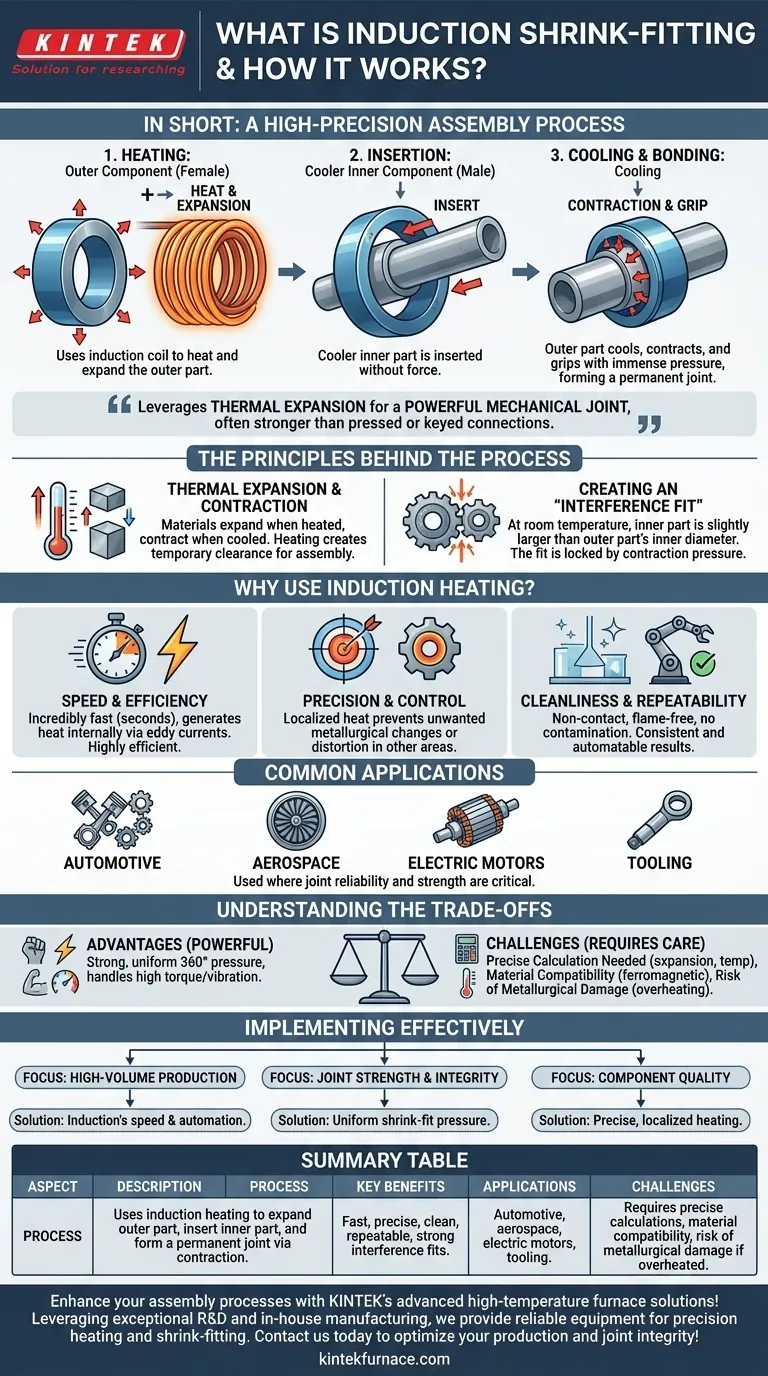
Короче говоря, индукционная посадка с натягом — это высокоточный сборочный процесс, использующий тепло для создания мощного механического соединения. Наружный компонент нагревается индукционной катушкой, что вызывает его расширение. Затем вставляется второй, более холодный компонент, и по мере того, как внешняя часть остывает и сжимается, она плотно обхватывает внутреннюю часть с огромным давлением, образуя прочное, постоянное соединение.
Индукционная посадка с натягом использует фундаментальный принцип теплового расширения, применяя чистый и быстрый индукционный нагрев для создания мощного механического соединения, которое часто прочнее и надежнее, чем запрессовка или шпоночное соединение.

Принципы процесса
По своей сути, посадка с натягом — это игра контролируемых размеров. Процесс манипулирует размерами компонентов с помощью температуры для достижения посадки, которая была бы невозможна в исходном состоянии.
Тепловое расширение и сжатие
Все материалы расширяются при нагревании и сжимаются при охлаждении. Индукционная посадка с натягом использует это свойство, нагревая только внешний компонент, или «внешнюю» деталь.
Этот нагрев заставляет деталь расшириться ровно настолько, чтобы увеличить ее внутренний диаметр, позволяя вставить «внутренний» компонент без применения силы.
Когда нагретая деталь остывает, она пытается вернуться к своему первоначальному размеру, плотно сжимаясь вокруг внутренней детали. Это сжатие создает значительное радиальное давление, скрепляя две детали вместе.
Создание «посадки с натягом»
Цель состоит в том, чтобы создать то, что инженеры называют посадкой с натягом (interference fit). Это означает, что при комнатной температуре внешний диаметр внутреннего компонента немного больше, чем внутренний диаметр внешнего компонента.
Без нагрева соединение этих деталей потребовало бы огромного давления, что могло бы повредить их. Временное расширение за счет индукционного нагрева является ключом, который позволяет осуществить сборку.
Почему используется индукционный нагрев?
Хотя можно использовать печь или горелку, индукционный нагрев предлагает уникальные преимущества, которые делают его лучшим выбором для современного производства.
Скорость и эффективность
Индукционный нагрев невероятно быстр, часто занимает всего несколько секунд. Переменное магнитное поле от катушки генерирует электрические токи (вихревые токи) непосредственно внутри самого металлического элемента, создавая тепло изнутри. Это намного эффективнее, чем ждать, пока тепло передастся от внешнего источника, такого как печь.
Точность и контроль
Тепло, генерируемое индукцией, может быть локализовано в очень определенной области. Вы можете нагреть только отверстие шестерни, не влияя на закалку зубьев шестерни. Эта точность предотвращает нежелательные металлургические изменения, деформацию или повреждение остальной части компонента.
Чистота и повторяемость
Поскольку это бесконтактный процесс без пламени, индукция исключительно чиста. Нет продуктов сгорания или загрязнений. Процесс также высококонтролируем и поддается автоматизации, гарантируя, что каждая деталь нагревается до одной и той же температуры в течение одного и того же времени, обеспечивая стабильные и повторяемые результаты.
Общие области применения
Индукционная посадка с натягом используется в отраслях, где надежность и прочность соединения имеют решающее значение.
- Автомобильная промышленность: Установка шестерен, подшипников и колец на валы.
- Аэрокосмическая промышленность: Соединение дисков турбин и компонентов двигателей.
- Электродвигатели: Закрепление роторов на валах двигателей.
- Инструментальное производство: Установка твердосплавных колец в высокопроизводительные держатели инструментов.
Понимание компромиссов
Несмотря на свою мощность, этот процесс не лишен проблем и требует тщательного проектирования.
Необходимость точных расчетов
Успех зависит от правильных расчетов. Вы должны знать коэффициент теплового расширения материалов, начальный натяг и температуру окружающей среды, чтобы определить точную целевую температуру. Недостаточный нагрев приведет к тому, что детали не подойдут; чрезмерный нагрев может необратимо повредить свойства материала.
Совместимость материалов
Процесс лучше всего работает с ферромагнитными металлами, такими как сталь и железо, которые хорошо реагируют на индукцию. Он также зависит от того, имеет ли материал подходящую скорость теплового расширения, не повреждаясь при требуемом цикле нагрева.
Риск металлургического повреждения
Перегрев детали — самый большой риск. Например, если перегреть закаленную стальную шестерню, можно испортить ее закалку, сделав ее мягкой и непригодной для использования. Надлежащий контроль температуры не является выбором; он необходим для сохранения целостности компонента.
Эффективное внедрение индукционной посадки с натягом
Выбор этого метода требует четкого понимания ваших производственных целей.
- Если ваш основной фокус — крупносерийное производство: Непревзойденная скорость индукции и потенциал для автоматизации делают ее идеальным решением для повторяющейся сборки на производственной линии.
- Если ваш основной фокус — прочность и целостность соединения: Равномерное круговое давление посадки с натягом создает мощное соединение, которое лучше выдерживает высокий крутящий момент и вибрацию, чем шпонки или установочные винты.
- Если ваш основной фокус — качество компонентов: Точный, локализованный нагрев индукцией защищает чувствительные участки детали, минимизируя риск деформации или повреждения материала.
Освоив контролируемое применение тепла, вы сможете создавать одни из самых прочных и надежных механических узлов.
Сводная таблица:
| Аспект | Описание |
|---|---|
| Процесс | Использует индукционный нагрев для расширения внешней детали, вставки внутренней детали и формирования постоянного соединения за счет сжатия. |
| Ключевые преимущества | Быстро, точно, чисто, повторяемо и создает прочные посадки с натягом. |
| Применение | Автомобильная промышленность (шестерни, подшипники), аэрокосмическая промышленность (диски турбин), электродвигатели, инструментальное производство. |
| Проблемы | Требует точных расчетов, совместимости материалов и несет риск металлургического повреждения при перегреве. |
Усовершенствуйте свои сборочные процессы с помощью передовых высокотемпературных печных решений KINTEK! Используя исключительные исследования и разработки и собственное производство, мы предоставляем различным лабораториям надежное оборудование, такое как муфельные, трубчатые, роторные печи, вакуумные и атмосферные печи, а также системы CVD/PECVD. Наша сильная способность к глубокой кастомизации обеспечивает точные решения для ваших уникальных экспериментальных потребностей в прецизионном нагреве и посадке с натягом. Свяжитесь с нами сегодня, чтобы обсудить, как мы можем оптимизировать ваше производство и целостность соединений!
Визуальное руководство
Связанные товары
- Вакуумная индукционная плавильная печь и дуговая плавильная печь
- Оборудование системы машины HFCVD для нанесения наноалмазного покрытия
Люди также спрашивают
- Какова критическая роль печи вакуумно-индукционной плавки в подготовке сплавов FeAl? Достижение сверхчистых сплавов
- Какова роль печи вакуумно-индукционной плавки в подготовке Fe3Al/Cr3C2? Чистота и точность для наплавки
- Почему для сплавов Cu-Zn-Al-Sn используется печь вакуумного индукционного плавления (VIM)? Достижение точного контроля состава
- Каковы преимущества использования печи вакуумного индукционного плавления для сплавов Cr-Si? Превосходная однородность и чистота
- Каковы технические преимущества использования печи вакуумно-индукционной плавки при разработке стали для передовой упаковки?

