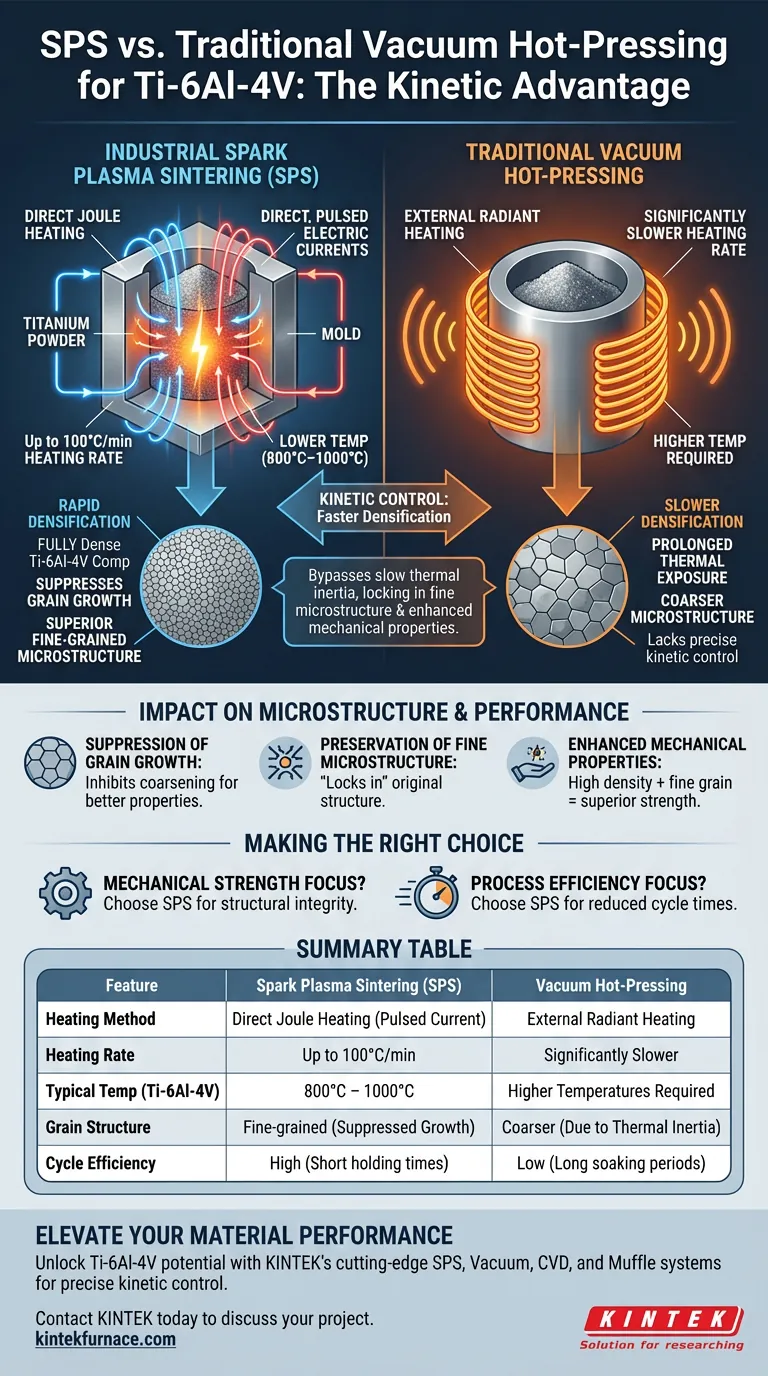
Основное преимущество промышленных систем искрового плазменного спекания (SPS) по сравнению с традиционным вакуумным горячим прессованием заключается в их способности подавать импульсный электрический ток непосредственно на порошок титана и пресс-форму. Этот метод «прямого» нагрева обеспечивает высокую скорость нагрева до 100°C/мин, позволяя сплаву Ti-6Al-4V достигать почти полной плотности при значительно более низких температурах (800°C–1000°C), эффективно подавляя рост зерен.
Ключевое отличие заключается в кинетике: SPS уплотняет материал быстрее, чем могут расти зерна. Обходя медленную тепловую инерцию традиционных печей, вы получаете полностью плотный компонент Ti-6Al-4V, сохраняющий превосходную мелкозернистую микроструктуру.

Механизм быстрого уплотнения
Прямой джоулев нагрев
В отличие от традиционного горячего прессования, которое полагается на внешние нагревательные элементы для излучения тепла внутрь, SPS использует импульсный ток. Это генерирует джоулев нагрев непосредственно внутри пресс-формы и самого прессованного порошка.
Превосходные скорости нагрева
Такая внутренняя генерация тепла позволяет повышать температуру со скоростью до 100°C/мин. Это значительное улучшение по сравнению с более медленными временами прогрева, требуемыми обычными вакуумными печами для обеспечения теплового равновесия.
Более низкие температуры спекания
Поскольку энергия подается так эффективно, Ti-6Al-4V можно спекать до высокой плотности при более низких температурах, в частности, в диапазоне от 800°C до 1000°C.
Влияние на микроструктуру и производительность
Подавление роста зерен
Наиболее критическим металлургическим преимуществом SPS является подавление укрупнения зерен. В традиционных процессах длительное воздействие высоких температур приводит к увеличению размера зерен, что может ухудшить механические свойства.
Сохранение мелкозернистой микроструктуры
Сочетая быстрый нагрев с коротким временем выдержки, SPS «запирает» исходную микроструктуру порошка. Это приводит к получению готового продукта с более мелкой зернистой структурой по сравнению с более грубыми текстурами, часто встречающимися в материалах, подвергнутых горячему прессованию.
Улучшенные механические свойства
Сочетание высокой плотности и мелкого размера зерна напрямую приводит к превосходным механическим характеристикам. Сплав сохраняет преимущества в прочности исходного порошкового сырья без охрупчивания или укрупнения, связанных с длительным тепловым воздействием.
Понимание компромиссов
Эталон вакуумного горячего прессования
Важно признать, что традиционное вакуумное горячее прессование по-прежнему является эффективной технологией. Оно позволяет достичь высокой относительной плотности (около 98%) и эффективно снижает остаточную пористость.
Разрыв в эффективности
Однако традиционное горячее прессование достигает этих результатов за счет увеличения времени цикла и более высоких тепловых нагрузок. Хотя оно уплотняет материал, ему не хватает точного кинетического контроля SPS, что делает его более подверженным неблагоприятному изменению фазового состава и размера зерна материала.
Сделайте правильный выбор для вашей цели
При выборе между SPS и традиционным горячим прессованием для Ti-6Al-4V учитывайте ваши конкретные инженерные цели:
- Если ваш основной фокус — механическая прочность: Выбирайте SPS, чтобы минимизировать рост зерен и максимизировать структурную целостность сплава.
- Если ваш основной фокус — эффективность процесса: Выбирайте SPS, чтобы значительно сократить время цикла за счет высоких скоростей нагрева и коротких периодов выдержки.
Используя прямое подведение энергии SPS, вы превращаете спекание из пассивного теплового воздействия в активный, точно контролируемый производственный этап.
Сводная таблица:
| Характеристика | Искровое плазменное спекание (SPS) | Вакуумное горячее прессование |
|---|---|---|
| Метод нагрева | Прямой джоулев нагрев (импульсный ток) | Внешний лучистый нагрев |
| Скорость нагрева | До 100°C/мин | Значительно медленнее |
| Типичная температура (Ti-6Al-4V) | 800°C – 1000°C | Требуются более высокие температуры |
| Зернистая структура | Мелкозернистая (подавленный рост) | Более грубая (из-за тепловой инерции) |
| Эффективность цикла | Высокая (короткое время выдержки) | Низкая (длительные периоды выдержки) |
Повысьте производительность ваших материалов с KINTEK
Раскройте весь потенциал Ti-6Al-4V и других передовых сплавов с помощью передовых решений KINTEK для термической обработки. Опираясь на экспертные исследования и разработки и производство мирового класса, мы предлагаем высокопроизводительные системы SPS, вакуумные, CVD и муфельные системы, разработанные для обеспечения точного кинетического контроля над вашей микроструктурой.
Независимо от того, нужно ли вам подавить рост зерен или максимизировать эффективность процесса, наши настраиваемые лабораторные и промышленные печи созданы для ваших уникальных требований. Свяжитесь с KINTEK сегодня, чтобы обсудить ваш проект и узнать, как наш опыт может трансформировать результаты вашего производства.
Визуальное руководство
Ссылки
- Yujin Yang. Optimization of large cast Haynes 282 based on thermal induced cracks: formation and elimination. DOI: 10.1051/meca/2024008
Эта статья также основана на технической информации из Kintek Furnace База знаний .
Связанные товары
- Искровое плазменное спекание SPS-печь
- Небольшая вакуумная печь для термообработки и спекания вольфрамовой проволоки
Люди также спрашивают
- Каковы этапы процесса спекания в плазме разряда? Быстрое уплотнение материалов высокой плотности
- Каковы преимущества искрового плазменного спекания (ИПС) по сравнению с традиционной ковкой? Точный контроль микроструктуры
- Почему необходимо поддерживать среду высокого вакуума при искровом плазменном спекании (ИПС) карбида кремния? Ключ к высокоплотной керамике
- Какова функция спекательных печей? Превращение порошков в плотные, прочные компоненты
- Каково значение высокоточных систем мониторинга температуры в SPS? Контроль микроструктуры Ti-6Al-4V/HA

